
Concrete
Sustainability audits and process optimisation

Sustainability is the key driver for zero carbon footprint.
The cement industry contributes about 7 per cent to global anthropogenic CO2 emissions, making the cement industry an important sector for CO2-emission mitigation strategies. Cement plants have thus far focused on efficiency measures and projects to replace fossil fuels with alternatives and clinker with supplementary cementitious materials. All these are important ways to reduce cement’s carbon footprint and make progress towards net zero – but they won’t be enough to take the cement industry all the way there. To close the gap, the industry will need carbon capture solutions. While these are being trialed at various cement plants around the world, there is no ‘one size fits all’ solution, and the technology is still in the relatively early stages of readiness. While it is evolving, however, there is no need for cement plants to remain idle – there is plenty that can be done to prepare for carbon capture that will help both improve its effectiveness and reduce the cost
of capture.
Paving the way for net zero
FLSmidth Cement India LLP offers a variety of services to support plants on their sustainability journeys, including sustainability audits and specific carbon capture optimisation services. We bring our experience in process design, commissioning, operation, and optimisation of cement plants worldwide to customers seeking to reduce emissions, improve energy efficiency and maximise productivity.
Sustainability audit
Our sustainability audits include process measurements and an operational study, visual inspection, waste mapping and recommendations for green financing. We provide a comprehensive report outlining the suggestions and possible improvements, with a special focus on reducing greenhouse gas emissions, proven solutions for carbon reduction, and the evaluation of scope 1, 2 and 3 CO2 emissions. The report will suggest ways to:
- Improve alternative fuel and raw materials utilisation
- Increase thermal substitution rate (TSR)
- Improve clinker substitution
- Optimise waste heat recovery (WHRS)
- Enhance thermal and electrical energy efficiency.
- Reduce water and energy waste to zero

Case study
Plant A, operating at 4500 tpd, was experiencing significant pressure drop across the downcomer duct of the preheater system. We conducted CFD simulation to gain insight to the flow distribution in the downcomer duct and top stage cyclone. We found a high pressure drop of ~100 mmWG across the downcomer duct due to high turbulence and the swirling motion of the dust laden gas in the duct. The swirling motion from the top stage cyclone continues through the entire downcomer duct. We made modifications to de-swirl the gas flow from the cyclone outlet with the new ‘Tangential Outlet’. After modification, the flow simulation shows uniform across the cross section with tangential outlet compared to the rainbow outlet. The pressure drop was reduced by 45 mmWG after the modification. A reduction in the pressure drop resulted in a 0.4 kWh/t reduction in specific power consumption in the preheater fan, which equates to a 750 tpa reduction in CO2 emissions.
Fig. 1 Preheater downcomer duct CFD to reduce pressure drop
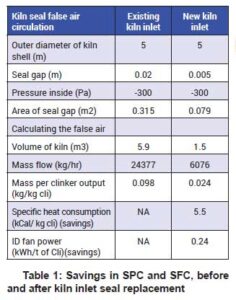
Plant B reported heavy false air ingress in the kiln seals, which results in high preheater fan power consumption. By replacing the damaged kiln inlet seals with new seals, we were able to reduce Specific Power Consumption (SPC) to 0.24 kWh/t of clinker and Specific Fuel Consumption (SFC) to 5.5 Kcal/kg cl. The false air at ambient temperature was reduced from 24 377 kg/hr to 6076 kg/hr, which is equal to 0.074 kg/kg false air reduction. The calculated CO2 emission reduction was 4435 tpa.
Carbon capture optimisation
Our CCUS optimisation service helps prepare your plant for successful carbon capture. We’ll identify the simple, low-risk modifications to your pyro system that can increase the consistency of your gas flow rate and the concentration of CO2 within the process, so you can reduce the CAPEX and OPEX of a capture plant. At the end of this project, we will outline the site-specific modifications/improvements you can implement for best results.
The scope of a CCUS optimisation service includes:
- A feasibility study, including false air audit, cooler balance audit, materials/fuels analysis.
- A baseline simulation with scenarios analysis in OneCalc (including modelling of e.g., existing component sealing, low-leakage component upgrades, mill bypass HX implementation, CO2 transport gas integration, future fuel mix/bypass changes, and related water demand/effluent production).
- CO2 enhancement recommendations for optimal configuration based on the above analysis.
- Evaluation and proposal with capture technology providers (as per customer request).
- A heat balance assessment and recommendations (primarily plant-side, to maintain heat needed for material/fuel drying, potentially with some integration of reject streams from capture unit).
We’ll use our proprietary process simulation tool to model the modifications and results, and save the plant model for future reference, so if you decide you want to make further process changes, for example O2 enrichment, H2 firing, alternative fuel change, etc. you can evaluate the impact on the process and on your carbon capture plant.
After optimisation, the amount of CO2 to be captured will be the same, but the flue gas CO2 concentration to the carbon capture unit will increase. This will bring the cost of capture down by 15 per cent to 20 per cent, depending on your specific energy costs – a saving that could equate to millions of dollars. There may also be some savings in CAPEX cost, though these may be offset by the cost of the modifications required at site.
Case study
The first pilot CCUS optimisation service project was carried out at a US Cement plant and the projected impact is a ~17 per cent reduction in OPEX, equal to around US$1.7 million per annum. A second project is underway with a European cement producer, where the projected saving is €4 million per annum.
Conclusion
Cement plant optimisation projects take many different forms, but wherever there is an improvement in energy performance there is usually a CO2 saving to be found. Cement plants looking to reduce their environmental impact should take advantage of optimisation services to discover productivity improvements and energy savings and to prepare for energy-intensive carbon capture projects.
(Communication by the management of the company)












Concrete
Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa
Line-2 expansion to make Kadapa a major cement hub

Concrete
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
HDFC Securities warns monsoon slowdown and higher fuel costs

Concrete
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
New Andhra Pradesh plant to add 9.6 MTPA cement capacity by FY28



Fornnax Names Lukas Baur as Authorised Service Partner to Bolster EU Operations

Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa

Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins

Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa

Nuvoco Inaugurates Limla Cement Plant in Surat
Fornnax Names Lukas Baur as Authorised Service Partner to Bolster EU Operations
Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
Nuvoco Inaugurates Limla Cement Plant in Surat
-

 Concrete4 weeks ago
Concrete4 weeks agoACC To Expand Cement Capacity Amid Strong Infrastructure Demand
-

 Concrete4 weeks ago
Concrete4 weeks agoIndian Railways Plans Green Fly Ash Transport Network
-

 Concrete4 weeks ago
Concrete4 weeks agoStar Cement Named Preferred Bidder For Boro Lakhindong Block
-

 Concrete4 weeks ago
Concrete4 weeks agoKERC Proposal To Cut Rooftop Solar Export Tariff Raises Concern