
Concrete
Pyroprocessing – Paving the Way for a More Sustainable Approach

Optimising pyroprocessing in cement production is the key to reducing carbon emissions along with use of alternative fuels, raw materials and advanced technology. ICR delves into how energy efficient systems can make the Indian cement industry achieve its net zero target, and lead the world by its example.
Cement is a key ingredient for building everything – from roads to buildings and more. There are six major stages to the cement manufacturing process:
- raw material extraction or quarry
- raw material grinding, preparation and blending
- preheating
- kiln stage
- cooling and final grinding
- packaging or shipping
The major raw materials for cement, i.e., limestone, clay, sand, etc. are quarried and crushed into smaller pieces of about six inches. They are further broken down into smaller pieces of three inches. The crushed raw ingredients are made ready for the cement-making process in the kiln by combining them with additives and grinding them to ensure a fine homogenous mixture. The composition of cement is proportioned here depending on the desired properties of the cement. Generally, limestone is 80 per cent of the composition, and the remaining 20 per cent is clay. In the cement plant, the raw mix is dried (moisture content reduced to less than 1 per cent); heavy wheel-type rollers and rotating tables blend the raw mix and then the roller crushes it to a fine powder to be stored in silos and fed to the kiln.
A preheating chamber consists of a series of cyclones that utilise hot gases produced from the kiln in order to reduce energy consumption and make the cement-making process more environment-friendly. The raw materials are passed through here and turned into oxides to be burned in the kiln.
In the kiln stage, the principal stage of cement making process, clinker is produced from the raw mix fed to the kiln through a series of chemical reactions. This process of clinker formation in the kiln at high temperature is known as pyroprocessing.
After exiting the kiln, the clinker is rapidly cooled down from 2000°C to 100°C-200°C by passing air over it. At this stage, different additives are combined with the clinker to be ground in order to produce the final product, cement. Gypsum is added to the clinker at this stage and ground with it. This gives cement its most important property, its compressive strength.
The heat produced by the clinker is circulated back to the kiln to save energy. The last stage of making cement is the final grinding process. In the cement plant, there are rotating drums fitted with steel balls. Clinker, after being cooled, is transferred to these rotating drums and ground into such a fine powder. Cement is conveyed from grinding mills to silos (large storage tanks) where it is packed and shipped in bulk quantities.

The Kiln Phase of Cement Manufacturing
Cement kilns are used for the pyroprocessing stage of manufacture of portland and other types of hydraulic cement, in which calcium carbonate reacts with silica-bearing minerals to form a mixture of calcium silicates.
Limestone is the major raw material used in the raw mix fed to the kiln. The calcination of limestone along with some additional raw materials. Once the raw mix is fed to the kiln, and gradually heated by the burning of fuel, successive chemical reactions take place as the temperature of the raw mix rises:
- At a temperature of 70°C to 110°C the water or moisture content of the raw mix is evaporated to achieve a dry mix
- As the temperature rises from 400oC to 600°C, the clay-like minerals are decomposed into their constituent oxides; principally SiO2 and Al2O3. dolomite (CaMg(CO3)2) decomposes to calcium carbonate (CaCO3), MgO and CO2.
- When the temperature further rises to 650°C to 900°C, the calcium carbonate reacts with SiO2 to form belite (Ca2SiO4) (also known as C2S in the Cement Industry).
- As the temperature reaches 900°C to 1050°C, the remaining calcium carbonate decomposes to calcium oxide (CaO) and CO2.
- Upon achieving maximum temperature of 1300°C to 1450°C, partial (20 per cent to 30 per cent) takes place, and belite reacts with calcium oxide to form alite (Ca3O·SiO4) (also known as C3S in the Cement Industry).
At the peak temperature of 1450°C, the reaction is complete. The partial melting causes the material to aggregate into lumps or nodules, typically of diameter 1–10 mm. This is called clinker. The hot clinker next falls into a cooler which recovers most of its heat, and cools the clinker to around 100 °C, at which temperature it can be conveniently conveyed to storage.
As cited by Dr SB Hegde in his paper, Significance of Liquid Content in Clinker, the most important clinker phase is C3S (alite), which requires the presence of liquid for its formation. In the absence of liquid, alite formation is extremely slow and it would render clinkering impossible. This fact also explains why alite is formed essentially in the burning zone, where the amount of liquid is at a maximum. To understand why alite formation requires liquid content, one must first understand the alite formation mechanism:
- C2S and free CaO dissolves in the clinker melt.
- Calcium ions migrate towards C2S through chemical diffusion.
- C3S is formed and crystalised out of the liquid.
Without liquid phase the diffusion of Ca ions towards C2S would be extremely slow, and that of C2S almost impossible at clinkering temperature. It is important to mention that Na2O and K2O decrease the mobility of Ca ions, whereas MgO and sulphates considerably increase it. That is why addition of gypsum in the raw mix promotes alite formation.
Pyroprocessing Machinery
As one of the key roles in the cement manufacturing process, pyroprocessing solutions have been developed by multiple engineering giants in the industry to enhance and make this process efficient.
Preheaters are used in industrial dry kiln cement production plants to heat the raw mix and drive off carbon dioxide and water before it is fed into the kiln. There are three types of rotary kilns: kiln without preheater, kiln with preheater (PH), and kiln with both preheater and precalciner (PC). Kilns with PH are preferred to kilns without PH as they have lower energy consumption. For this reason, long rotary kilns without PH (long dry kilns) are being replaced over time. Thermal energy requirement is further reduced if a PH kiln is also equipped with a PC. New facilities usually include both PH and PC. A preheater (PH) is series of vertical cyclones in which the material is passed in counterflow with exhaust gases from the rotary kiln so that heat is transferred from the hot gas to the raw meal, which is therefore preheated and even partially calcined before entering the rotary kiln.
The moisture content of the raw materials determines the number of stages. Where moisture is less than 8.5 per cent, a PH kiln with 4 to 6 stages may be used. The higher the number of cyclone stages, the more the heat recovered. The energy demand of a 6-stage cyclone PH is about 60 MJ/t less than the demand of a 5-stage PH, and a 5-stage PH would save almost 90 MJ/t over a 4-stage PH.
Calciners represent a significant proportion of the fuel consumption i.e., up to 60 per cent of the total fuel consumed in the cement manufacturing process. The advancement and efficiency of a calciner, is therefore essential to overall fuel and process efficiency. Technically advanced calciners work on reducing the fuel consumption, thus, helping in reduction of NOx and carbon in the environment. Advanced calciners can be used with a variety of fuels like petroleum coke (petcoke) and anthracite and alternative fuels as well.
Pyroprocessing and Emissions
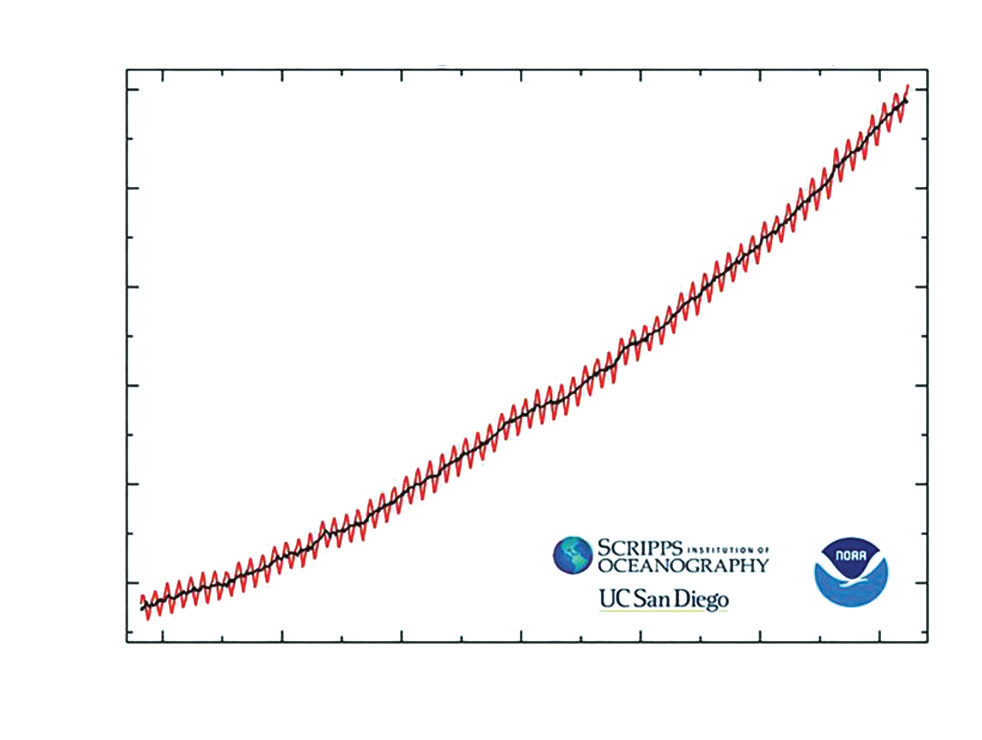
Carbon dioxide measured at NOAA’s Mauna Loa Atmospheric Baseline Observatory peaked for 2022 at 420.99 parts per million in May, an increase of 1.8 parts per million over 2021, pushing the atmosphere further into territory not seen for millions of years. Scientists at Scripps Institution of Oceanography, which maintains an independent record, calculated a similar monthly average of 420.78 parts per million, as published on Forbes.com.

formation of clinker.
Carbon dioxide pollution is generated by burning fossil fuels for transportation and electrical generation, by cement manufacturing, deforestation, agriculture, and many other practices.
The Emissions Gap Report 2022 report shows that updated national pledges since COP26 – held in 2021 in Glasgow, UK – make a negligible difference to predicted 2030 emissions and that we are far from the Paris Agreement goal of limiting global warming to well below 2°C, preferably 1.5°C. Policies currently in place point to a 2.8°C temperature rise by the end of the century. Implementation of the current pledges will only reduce this to a 2.4-2.6°C temperature rise by the end of the century, for conditional and unconditional pledges respectively. The report finds that only an urgent system-wide transformation can deliver the enormous cuts needed to limit greenhouse gas emissions by 2030: 45 per cent compared with projections based on policies currently in place to get on track to 1.5°C and 30 per cent for 2°C.

cuts needed to limit greenhouse gas emissions
The Indian cement industry is the second largest cement manufacturer in the world and a contributor towards the emission of carbon and other greenhouse gases. Calcination of limestone in the kiln (also known as pyroprocessing) emits the maximum carbon dioxide as a result of the chemical reaction and due to the use of fossil fuel to generate the heat in the kiln for the chemical reaction.
The industry is proactively working towards achieving Net Zero with the use of alternative fuels, raw materials and advancing its equipment in technology to achieve a higher productivity and energy efficient system that ultimately results in lower carbon generation.
Dr Hitesh Sukhwal, Deputy General Manager – Environment, Udaipur Cement Works Limited (UCWL), says, “JK Lakshmi Cement is the first organisation in the Indian Cement industry to install a Selective Non-Catalytic Resistance Equipment at their Sirohi plant for the mitigation of the oxides of nitrogen emitted during the manufacturing of cement. Subsequently at other plants of the organisation, this equipment has been installed for the mitigation of NOx emissions. As primary mitigation measures for NOx emissions, Oxy Rich, has been installed in the calciners at every manufacturing unit of the organisation with certain modifications made to suit each kiln.”
“We have taken up a target of achieving 10 per cent to 12 per cent of TSR by 2025 and up to 15 per cent by 2030. To achieve these targets, we will be installing alternative fuel feeding systems at our integrated cement plants, which are set to be executed by 2023. These alternative fuel feeding systems will be feeding both solid and liquid forms of fuels. For example, at our Durgh and Sirohi plants, both solid and liquid forms of alternative fuels and raw materials are used during pyroprocessing. At the Udaipur plant, liquid alternative fuels are being used which greatly helps in reduction of carbon emission. A major step that we have taken to curb the emission rate is to include the use of solar power in the power supply mix for the plants. Over 30 per cent renewable energy sources are being used in the energy mix of the power plants at all locations of JK Lakshmi Cement. We are tending towards the production of blended cement like Portland Slag Cement and Portland Pozzolana Cement in an effort to reduce the clinker to cement ratio. Besides the same, our grinding units are also equipped to prepare alternate cement or green cement” he adds.
Statista Report, November 2022, suggests that cement manufacturing emissions in India have experienced a steep climb in recent decades. In 2021, figures reached a high of 149 million metric tons of carbon dioxide (MtCO2). McKinsey & Company in its report, Laying the Foundation for Zero-Carbon Cement, states that it is unclear how the climate debate will unfold, reaching the goals by 2050 will be especially challenging for the cement industry, as most of its CO2 emissions result from the unavoidable chemical process known as calcination. Unlike other industries that may be further along, the development of new technologies to decarbonize cement might not be scalable for years. Nonetheless, in principle, the industry could reduce its 2017-level emissions by more than three-quarters by 2050.
Sanjay Joshi, Chief Manufacturing Officer, Nuvoco Vista, states, “Cementitious materials impact the energy consumption of cement manufacturing. These materials are easy to grind when compared to clinker which is the major constituent of cement. Thus, higher usage of cementitious materials helps in reducing energy consumption. Also, clinker usage directly involves limestone consumption as a raw material. Therefore, by using higher cementitious materials in the cement-making process, we are preserving the limestone available naturally.”
“Cement manufacturing is a closed loop wherein all raw materials from limestone mining to clinker production remain fully under controlled process parameters. The company focuses on reducing clinker consumption by increasing the blended cement ratio. Using these SCMs, Nuvoco is also aiming to save fossil fuel, along with the obvious reduction in carbon emissions. Additionally, SCMs increase the strength and durability of the product and reduce permeability,” he adds.
Rising emission of greenhouse gases, temperature and general pollution of the environment is a grave concern. It is being addressed at the global scale. The cement industry is participating actively in curbing their carbon emission rate and for the same adapting to new technologies, and alternatives to fuel and raw materials. From machinery and equipment to the formulations of blended cement, the process needs to be re-looked at to incorporate a sustainable approach to cement manufacturing while meeting the rising demands of construction and infrastructure across the globe.
-Kanika Mathur












Concrete
Shree Cement Targets Above Industry Volume Growth In FY27
Chairman says firm will favour organic expansion and higher dividends

Concrete
Ramco Cements’ Hard Worker Campaign Wins Seven Awards
Campaign earns honours for direction, editing and cinematography


World Environment Day spotlight on innovation and circularity
On World Environment Day, the Indian cement industry reiterated its commitment to supporting India’s climate ambitions through sustainable manufacturing, resource efficiency and the adoption of cleaner technologies.
The Cement Manufacturers’ Association (CMA) said the sector remains aligned with the Government of India’s Net Zero commitments and is accelerating efforts to reduce its environmental footprint while supporting the country’s infrastructure and development agenda.

Parth Jindal, President, CMA and Managing Director, JSW Cement, said the industry is increasingly adopting cleaner technologies, improving energy efficiency and expanding the use of alternative fuels and raw materials. He also highlighted the growing importance of circular economy practices, where industrial by-products and waste streams from one sector are utilised as resources in another.
“The Indian Cement Industry is aligned to the Government’s commitments on carbon mitigation and is accelerating the adoption of cleaner technologies, resource efficiency and circular economy practices while actively exploring the potential of Carbon Capture, Utilisation and Storage (CCUS) as a critical pathway for deep decarbonisation,” said Jindal.
He added that coprocessing industrial waste and by-products helps conserve natural resources, reduce disposal requirements and lower the environmental footprint across multiple sectors.
According to Jindal, sustainability is no longer limited to manufacturing processes but is increasingly influencing investment decisions, innovation strategies and long-term growth plans within the industry.
Echoing similar views, Dr Raghavpat Singhania, Vice President, CMA and Managing Director, JK Cement, said sustainable development extends beyond emissions reduction and must also focus on responsible resource utilisation and waste minimisation.

“Sustainability in the built environment cannot be measured by emissions alone. It is equally about how efficiently we use resources, how effectively we minimise waste and how responsibly we create the infrastructure that will serve future generations,” said Singhania.
He noted that the cement industry is advancing its sustainability agenda through greater resource efficiency, increased circularity, technological innovation and continuous improvements in manufacturing practices. As a key contributor to India’s infrastructure development, the sector has a critical role to play in balancing economic growth with environmental responsibility.
On the occasion of World Environment Day, industry leaders reaffirmed their commitment to supporting India’s climate goals while delivering the materials required for resilient, durable and sustainable infrastructure.


Shree Cement Targets Above Industry Volume Growth In FY27

Ramco Cements’ Hard Worker Campaign Wins Seven Awards

Cement Makers Reaffirm Commitment to Sustainable Growth

Building a Greener Future Together

JK Lakshmi Advances LC3 Cement Expansion
Shree Cement Targets Above Industry Volume Growth In FY27
Ramco Cements’ Hard Worker Campaign Wins Seven Awards
Cement Makers Reaffirm Commitment to Sustainable Growth
Building a Greener Future Together
JK Lakshmi Advances LC3 Cement Expansion
-

 Concrete3 weeks ago
Concrete3 weeks agoDalmia Bharat Acquires Jaiprakash Associates Cement Assets for ₹2,850 Crore
-

 Concrete4 weeks ago
Concrete4 weeks agoPROMECON introduces infrared-based tertiary air measurement system for cement kilns
-

 Concrete3 weeks ago
Concrete3 weeks agoCovestro Showcases AI Material Solutions at COMPUTEX
-

 Concrete3 weeks ago
Concrete3 weeks agoVenus Pipes Commences Fittings Plant And Expands Seamless Capacity