
Concrete
Dawn of a Green Era

Vimal Kumar Jain, Director – Technical, HeidelbergCement India, discusses how his company has utilised technology to decarbonise the cement manufacturing process with the use of new-age methodologies.
HeidelbergCement India (HC India) produces world-class products under the brands Mycem and Zuari. HC India is a part of Heidelberg Materials, Germany, which is one of the world’s largest producers of building materials. Heidelberg Materials stands for competence and quality, in over 50 countries. HC India has four integrated cement plants, four grinding units and a terminal with an installed capacity of about 14 MTPA.
At the centre of our actions lies our responsibility for the environment. We are the front runner on the road to carbon neutrality and circular economy in the building materials industry. We are working on intelligent and sustainable building materials as well as solutions for the future.
We have taken green initiatives like water positivity, green power generation by installing a waste heat recovery system and solar power plant, NOx emission reduction system (SNCR), alternative fuel utilisation in place of fossil fuels, etc.
Municipal Solid Waste (MSW)
The production of cement requires a high degree of thermal energy. The traditional fuels used in the kilns are coal, oil, petroleum coke etc. The substitution of fossil fuels by alternative fuels in the production of cement clinker is having great importance for society and climate control because it conserves fossil fuel reserves and reduces greenhouse gas (GHG) emissions. We are aiming to maximise the usage of alternative fuels such as industrial wastes, plastics, used tires, biomass wastes and municipal wastes, thus replacing conventional fuels.
Disposal of MSW is a challenge for environment and climate control. Earlier, municipal waste was openly burned or land-filled, which generated greenhouse gas emissions and leachate from the landfilling sites induced secondary pollution. HC India has taken the challenge to co-process the municipal solid waste in kilns to reduce GHG emissions and conserve natural resources.
Co-processing of municipal waste needs special expertise and state-of-the-art technology for safe and environment friendly disposal. HeidelbergCement group has installed a municipal solid waste feeding system with a storage shed.
There are several challenges associated with using municipal waste in kilns. It is highly heterogeneous in nature, which makes it difficult to maintain kiln stability. The main issue is related to size and flowability of municipal waste. Flowability was a bigger issue during waste feeding, due to bigger size up to 300 mm and high moisture content (25-30 per cent) the material frequently stuck up at the hopper discharge chute. To improve this, the hopper chute has been modified and a new shredder machine installed.

This helps to reduce the size of municipal waste less than 50mm. This increases alternative fuel utilisation. A grab crane mechanised system was also installed to ensure continued waste feeding. This technology replaced the previous manual waste feeding system, which was not consistent.
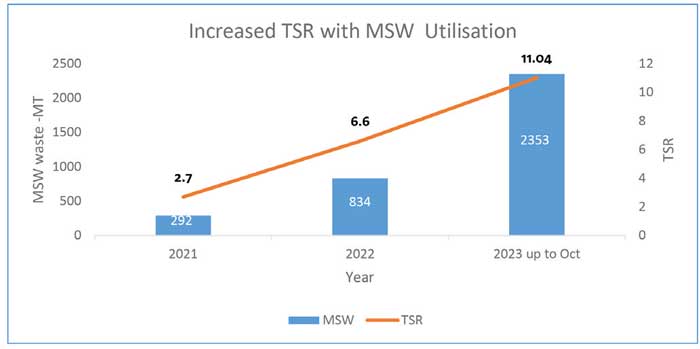
Consistent quality and quantity of municipal waste in the vicinity of a cement plant is also a challenge to prepare suitable raw mix/fuel mix. We made agreements with local municipalities to ensure consistent continuous supply of waste. We have a dedicated lab for analysing alternative fuels. To increase Thermal Substitution Rate (TSR) and MSW utilisation, a shredder and grab crane
were installed.
NOx Emission Control Technology
The ‘clinkerisation’ process is the most important step of cement manufacturing, and the one which requires all our vigilance because of its possible environmental consequences as cement (clinkerisation) processes release nitrogen oxides ( NOx) emissions. In the cement industry normally, 95 per cent of NOx formed is nitric oxide (NO). This gas is colourless and is readily transformed into NO2 in air.
Thermal NOx Formation
Thermal NOx is formed at a temperature greater than about 1200°C by direct oxidation of atmospheric nitrogen. Since the flame temperature in cement rotary kilns is about 2000°C, a considerable amount of thermal NO is generated. The thermal reaction between oxygen and nitrogen to form NO takes place in the process.
NO formation increases rapidly with temperature and in the presence of excess oxygen. Factors affecting the concentration of NO in the kiln gases are:
• Flame temperature
• Flame shape
• Excess air rate
• Maximum material temperature
• Material retention time in burning zone
• Gas retention time in burning zone
Fuel NOx Formation

NOx also results from the oxidation of nitrogen compounds present in fuel, other than gaseous. The reaction normally takes place at relatively lower temperature, less than 1200°C.
Fuel NOx formation normally depends on:
• Nitrogen content in the fuel
• Volatile content in the fuel
• Oxygen level in the combustion zone
• Initial NO concentration in the combustion gas
• Temperature in the secondary combustion zone
Prompt NOx Formation
Prompt NOx is formed by fuel-derived radicals, such as CH reacting with N2 in hydrocarbon flames. The overall contribution of prompt NOx to total NO is relatively less.
Control Techniques
Typical NOx emission in older technologies can be as high as 1800 – 2000 mg/Nm3, while the average emission value in modern plants is around 1000 mg/Nm3. NOx emissions reduction from cement plants can be done in two methods.
Primary NOx Reduction methods
• Optimisation of clinker burning process.
• Automatic kiln control system or expert system.
• Use of low NOx burner to allow low primary air and to control flame flow pattern.
• Addition of water to the flame or fuel of the main burner.
• Staged combustion in precalciner.
In calciner staged combustion, fuel is first burned under reducing conditions to reduce NOx and then the remaining fuel burns under oxidising conditions to complete the combustion. Introduction of raw meal allows control of calciner temperature. Through these mechanisms, both fuel NOx and thermal NOx are controlled.
Secondary NOx Reduction Method
In the secondary reduction measure, a separate gas cleaning unit is added. Selective Non Catalytic Reduction (SNCR) system and this technology can reduce NOx up to 80 per cent. In this process NO reacts with NH3. The reagent typically NH3 or urea is injected into the kiln system at a location with an appropriate temperature window (870°C to 1100°C). The temperature is critical, at higher temperatures the reagents will form additional NOx whereas at lower temperatures the reactions proceed slowly, and substantial amounts of unreacted ammonia will escape.
HC India installed SNCR systems in their cement plants to reduce the NOX emissions to support UN SDG goals. Nox Emission reduced <700 mg/Nm3 by installing SNCR system.
The MIYAWAKI method
Air pollution is a global crisis and high concentrations of harmful gases and particles in our atmosphere negatively affect the health of humans, animals, and plants, and also cause global warming. Tree plantation is the natural remedy to control emissions, trees act as earth purification by absorbing toxic gases and releasing oxygen. We need to plant more trees to tackle global warming.



But the challenge lies in availability of space and growth of plants. The Miyawaki method is a solution for this challenge as these method plants grow rapidly and require less space.
In the 1980s, Dr Akira Miyawaki introduced a new and innovative reforestation approach in Japan with the challenge to restore indigenous ecosystem, and to maintain the global environment, including disaster prevention and greenhouse gas mitigation. The Miyawaki technique is a unique methodology proven to work worldwide, irrespective of the
soil’s agro climatic conditions. A completely chemical free forest in an organic way that sustains itself, supports local biodiversity, and attracts birds and insects.
Reconstitution of ‘indigenous forests by indigenous plants’ produces a rich, dense and efficient protective pioneer forest in 2-3 years. This type of planting resulted in quick production of multi layered forest, a soil rich with microbial activity like that of a normal primary forest. It’s a multi-layered green forest, maintenance free and 100 per cent organic with zero pesticides/ chemical fertilisers.
The Miyawaki planting method was executed at our colony with a total number of 2,700 plants comprising 31 different plant species. Saplings are planted closely together to promote growth. Around 5-6 saplings per square metre are recommended. This is to facilitate a natural forest pattern. Initially the soil is mixed with manures and irrigated at regular intervals. The plants utilise these resources in the beginning and once they are established, all the resources being given are stopped so that the plants could thrive on their own and survive.
The total land area is 0.5 acres (143m x 14m). It was basically an unused waste land with rocks, which is cleared off of all the pebbles, stones, plastic and other domestic waste. The land was dug up
one metre in depth and old soil was replaced with red soil, which was thoroughly mixed with paddy husk, vermicompost, red soil and coco peat in 1:1:1:1 ratio for 0.5 acre of land. Thereafter, 2,700 plants
were planted.
ABOUT THE AUTHOR:

Vimal Kumar Jain, Director – Technical, HeidelbergCement India, in his career spanning over 32 years, he has gained experience in operations and maintenance and project management from concept to commissioning, in the cement sector. He holds a mechanical engineering degree and a business & operations management diploma.











Concrete
Ultra Concrete Age
Prof. A. S. Khanna (Retd., IIT Bombay) on how Ultra-high performance concrete (UHPC) improves strength, durability and lifecycle performance.

Concrete
NCB Signs MoU With Cement Manufacturer To Boost Construction Skills
Partnership to deliver nationwide training and certification

Concrete
JSW Cement Commissions Nagaur Plant, Enters North India
New Rajasthan unit boosts capacity to 24.1 MTPA and expands reach



Ultra Concrete Age

NCB Signs MoU With Cement Manufacturer To Boost Construction Skills

JSW Cement Commissions Nagaur Plant, Enters North India

Cement Prices Likely To Rise As Petcoke Costs Increase

IIT Guwahati Develops Radiation-Resistant Cement Mortar
Ultra Concrete Age
NCB Signs MoU With Cement Manufacturer To Boost Construction Skills
JSW Cement Commissions Nagaur Plant, Enters North India
Cement Prices Likely To Rise As Petcoke Costs Increase



