
Concrete
Innovations in Preheater Towers

Ashwini Khunte, Martin Engineering, talks about how modern air cannon innovations are transforming preheater tower operartions.
An essential part of the cement production process is the consistent flow of bulk materials, as poor material flow can put a stranglehold on a plant’s profitability.
Accumulations in storage systems and process vessels can choke material movement, causing bottlenecks that create expensive obstacles to equipment performance and process efficiency.
Poor material flow also raises maintenance expenses, diverting manpower from core activities. If they become severe enough, flow problems can bring production to a complete stop, introducing extra risk as well as cost.
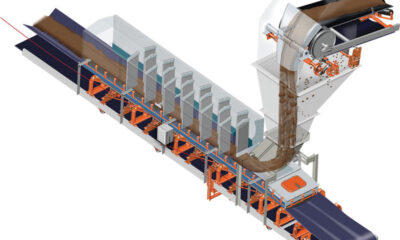
Well-designed and fitted air cannons resolve material flow issues associated with bulk handling. They are instrumental throughout cement production, from unclogging feed hoppers to moving super-heated material through the cooling process. Recent innovations in the engineering, installation, assembly and design of air cannons have been particularly effective in maintaining safe, efficient flow in preheater towers.
Air cannons function by releasing a powerful shot of pressurised air from a tank through a pipe assembly to a specialised nozzle inside the flow vessel, removing collected material from surfaces and directing it back into the process stream.
In the preheater, air cannons dislodge buildup from the walls of riser ducts, feed pipes and other locations to avoid clogging and promote the free flow of material. Before their widespread adoption, when operators detected a flow bottleneck, production would be halted and the process shut down for manual cleaning, typically by workers in high heat PPE using air lances, widely considered one of the least desirable tasks on the plant.

Modern air cannon design
The latest air cannon innovations are the result of engineers going back to the drawing board and completely reinventing the equipment so it’s more efficient, cost-effective and safer to service. Today, design advancements are producing air cannons that are more compact and lighter, with greater efficiency and power than ever.
To extend service life, high heat retractable nozzles are now available for especially abrasive locations, extending into the vessel to fire, then retracting back into the protective pipe. Both the rugged construction and reduced exposure to punishing environments extend nozzle life. They are also designed to be easily removed from a flange by a single worker and serviced as individual units outside of a Y-pipe assembly, without shutting down production, delivering unprecedented ease of access and serviceability.
At the heart of the modern air cannon system is the valve assembly, which requires regular inspection and occasional service / replacement. To avoid the need for tank removal and confined space entry, engineers have designed new cannons with outward-facing valves. This provides easy access by a single worker from outside the vessel.
To prevent the risk of unintentional firing due to sudden drops in pressure, positive-firing valves use an air pulse signal from the solenoid to trigger discharge. Safely located far from the highest heat areas, solenoids can be connected to a plant’s central control room, allowing operators to maximise results by monitoring and adjusting firing sequences from a remote location.
Conclusion
Preheater tower downtime is costly in cement processing, both from a production and energy standpoint, as well as health and safety considerations. Old air cannon solutions raise labour costs and put workers at potential risk in a horrible job that degrades morale. Today it’s common for operators to employ a long-term strategy using modern air cannon technology that improves safety, mitigates downtime, increases efficiency and reduces the overall cost
of operation.









Specialised rail logistics will move fly ash from power plants to infrastructure industries.
New Delhi
Indian Railways is planning a large-scale green logistics initiative to transport fly ash from thermal power plants to industries where it can be reused in infrastructure and construction activities.
The initiative was discussed during a review meeting chaired by Union Minister for Railways Ashwini Vaishnaw. Union Ministers of State for Railways V Somanna and Ravneet Singh Bittu were also present.
India generates nearly 340 million tonnes of fly ash every year from thermal power plants. The proposed initiative aims to create an efficient rail-based transport system using specialised containers and dedicated logistics arrangements to move fly ash safely from power plants to end-use industries.
Fly ash is widely used in road construction, cement manufacturing, brick production, concrete, blocks and boards. By improving its movement through the railway network, the initiative is expected to support better utilisation of this industrial by-product while reducing environmental concerns linked to storage and disposal.
The move also aligns with India’s circular economy goals by converting waste from thermal power generation into a useful raw material for the construction and infrastructure sectors. Wider availability of fly ash can help reduce material costs in areas such as bricks and cement, supporting more affordable infrastructure and housing development.
Through this initiative, Indian Railways aims to provide a cleaner, safer and more organised transport solution for fly ash, turning an environmental challenge into an infrastructure resource.
Concrete
ACC To Expand Cement Capacity Amid Strong Infrastructure Demand
Chairman signals calibrated growth and sustainability focus

Concrete
Ambuja Sees Cement Demand Easing To Around Five Per Cent In FY27
Company Cites Housing, Infrastructure And Government Capex


Indian Railways Plans Green Fly Ash Transport Network

ACC To Expand Cement Capacity Amid Strong Infrastructure Demand

Ambuja Sees Cement Demand Easing To Around Five Per Cent In FY27

Powering Cement Through Intelligent Motion

Liquid Intelligence
Indian Railways Plans Green Fly Ash Transport Network
ACC To Expand Cement Capacity Amid Strong Infrastructure Demand
Ambuja Sees Cement Demand Easing To Around Five Per Cent In FY27
Powering Cement Through Intelligent Motion







