
Concrete
Impact of PCC on Reduction of Carbon Footprint

Dr Bibekananda Mohapatra, Director General, National Council for Cement and Building Materials (NCB), shares insights from the extensive research for development of low carbon cements such as Portland Composite Cement (PCC).
India has updated its Nationally Determined Contribution (NDC) submitted to the United Nations Framework Convention on Climate Change (UNFCCC) based on the commitment of the Honourable Prime Minister at the 26th session of the Conference of the Parties (COP26) held in Glasgow, in November 2021. India presented to the world five nectar elements (Panchamrit) of India’s climate action into enhanced climate targets. The new climate action targets ‘Panchamrit’ by India included:
- Net Zero target for India by the year 2070;
- Achieving carbon intensity reduction of 45 per cent over 2005 levels by 2030; reducing 1 billion tonnes of projected emissions from now till 2030;
- Installing non-fossil fuel electricity capacity of 500 GW by 2030; and
Sourcing 50 per cent of energy requirements from renewables by 2030.
Recently, the Intergovernmental Panel on Climate Change (IPCC) published a report on global warming. The report highlighted that limiting the increase in global temperature to 1.5°C requires achieving net zero carbon dioxide emissions globally in the early 2050s. As per IPCC report, major transitions in the energy and industrial sector will be required to limit global warming such as:
- substantial reduction in fossil fuel use
- widespread electrification
- improved energy efficiency
- use of alternative fuels (such as hydrogen)
- using materials more efficiently
- reusing and recycling products
- minimising waste
Globally, the cement sector generates about 7 per cent of the total anthropogenic emissions. In India, the energy consumption and process emissions from cement industry contributes about 4.2 per cent and 2.1 per cent of the total Greenhouse Gas (GHG) emissions of 2531.1 million tonnes CO2 equivalent in 2016 (Source: Third biennial update report of India to UNFCCC). Therefore, the cement sector in India has an important role to play to achieve the enhanced climate targets.

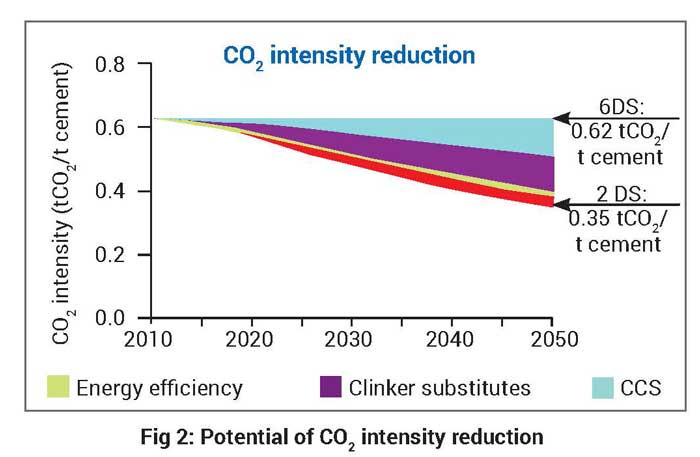
The low carbon roadmap has identified clinker substitution and Carbon Capture and Utilisation as having the highest potential for reduction in carbon footprint
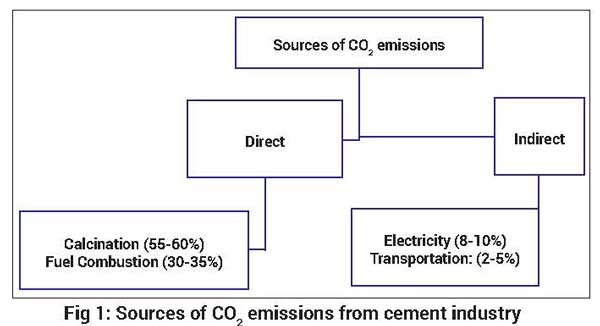
In hard-to-abate sectors such as cement, it is technologically very difficult to reduce the process related CO2 emissions. The sources of CO2 emissions in cement manufacture are categorised as direct sources, which includes calcination (55-60 per cent), combustion (25-30 per cent) and indirect sources of CO2 including electricity (8-10 per cent) and transportation (2-5 per cent) as shown in Fig 1. The Indian cement industry has been working on the issue of its GHG emissions and has brought down the CO2 emission factor from 1.12 t of CO2/t of cement in 1996 to 0.670 t of CO2/t of cement in 2017.
The global cement industry and cement associations worldwide have prepared roadmaps to achieve Net Zero Concrete to meet the sector commitments for reduction of GHG emissions in line with their respective national commitments at COP 26. Last year, Global Cement and Concrete Association (GCCA), CEMBUREAU and Portland Cement Association (PCA) announced roadmaps to achieve Carbon Neutrality across the cement and concrete value chain by 2050 with the highest contribution from carbon capture and utilisation.
The journey towards decarbonisation of Indian cement industry started in 2012 with preparation of a Low Carbon Technology Roadmap specifically for the Indian cement industry, when International Energy Agency (IEA) and Cement Sustainability Initiative (CSI), in collaboration with the Confederation of Indian Industry (CII) and the National Council for Cement and Building Materials (NCB) prepared this document.
The identified levers in the low carbon technology roadmap of the Indian cement industry are:
i. Substitution of clinker
ii. Alternative fuel and raw materials
iii. Improving energy efficiency
iv. Installation of Waste Heat Recovery (WHS)
v. Newer technologies like renewable energy, novel cements, carbon capture and storage/utilisation.
The first four levers have already been implemented by the Indian cement industry and the impact has already been reflected in the reduction of CO2 emission factor from cement industry. The specific direct CO2 emissions of major cement companies in the year 2021-22 is given in Table 1 below:

The low carbon roadmap identified clinker substitution and Carbon Capture and Utilisation as having the highest potential for reduction in carbon footprint of the Indian Cement Industry as shown in Fig. 2. India is blessed to have supplementary cementitious materials like fly ash and blast furnace slag. In 2021-22, 270.8 million tonnes of fly ash and about 12 million tonnes of blast furnace slag were generated in our country. Apart from annual generation, 1,700 million tonnes of legacy fly ash lie at various thermal power plants in our country.
The Indian Cement Industry is quite proactive and has taken several steps to mitigate greenhouse gas emissions systematically following the low carbon technology roadmap. This reduction in the carbon footprint of the cement industry could have been achieved due to production of low carbon blended cements like Portland Pozzolana Cement (PPC) and Portland Slag Cement (PSC).
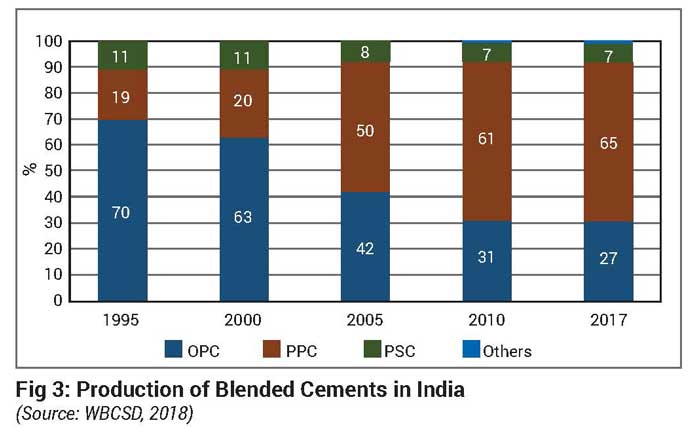
The production of blended cements like PPC and PSC has seen constant increase since the year 1995 when only 30 per cent blended cements were produced in India as compared to 2017, when the production of blended cements has increased to 73 per cent as shown in Fig 3. This could have been achieved due to acceptance of blended cements in Indian markets by the awareness efforts of cement companies and research organisations like NCB.
Keeping in line with the current global scenario, NCB in its endeavour to help the cement industry realise the target of net zero carbon by 2070 has been working on various levers of CO2 reduction especially clinker substitution.
Accordingly, NCB has undertaken extensive research for development of low carbon
cements like:
- Portland Composite Cement based on fly ash and limestone
- Composite cement based on fly ash and slag
- Portland Limestone Cement
- Geopolymer cement
- Multi component blended cement
- Portland dolomite Cement
The impact of low carbon cements like PCC based on fly ash and limestone on carbon footprint of Indian Cement Industry is discussed below:
PCC based on Fly Ash and Limestone
The blended cements, which are produced using more than one mineral addition, are known as composite cements. Fly ash conforming to IS 3812 (Part 1): 2003 and granulated blast furnace slag conforming to IS 12089: 1987 are used in the manufacture of composite cements (16415-2015) with 15-35 per cent and 20-50 per cent respectively. Presently there is almost complete utilisation of granulated blast furnace slag in India. However, utilisation of fly ash in manufacture of PPC is still only 25 per cent out of around 270 million tonnes generated annually. Additionally, India has large reserves of low grade, dolomitic and siliceous limestones, manufacture of limestone and fly ash based composite cements will reduce the impact of CO2 on environment, utilisation of industrial wastes and enable production of cements with lower clinker factor leading to resource conservation, enhanced waste utilisation and greater sustainability in cement manufacture. In this study, PCC blends were prepared (140 nos) with four types of clinker from different regions of India along with the regional available fly ash (15-35 per cent) and limestone (5, 7 and 10 per cent). The results depicted that the clinker quality plays an important role on performance of limestone and fly ash based composite cements. NCB studies indicated PCC based on limestone and fly ash with 35 per cent replacement of clinker by fly ash and limestone (keeping limestone content up to 7 per cent in it). NCB has submitted the report to Bureau of Indian Standards (BIS) for standard formulation and it is under consideration of BIS.

Comparison of CO2 Emissions
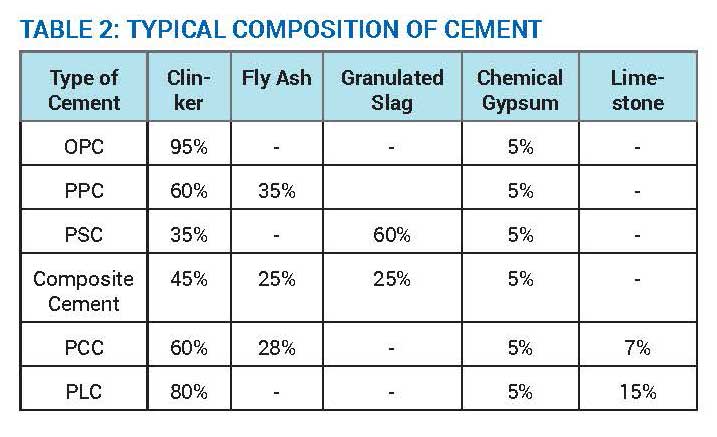
The specific CO2 emissions associated with various types of cements like OPC, PPC, PSC, composite cement based on fly ash and slag, PCC and PLC are calculated considering the typical composition of cements as given in Table 2. The composition of PCC is taken as 60 per cent clinker, 28 per cent fly ash, 7 per cent limestone and 5 per cent gypsum whereas the composition of PLC is taken as 80 per cent clinker, 15 per cent limestone and 5 per cent gypsum as shown in Table 2.
For calculating the specific CO2 emissions of each type of cement, the contribution of CO2 from calcination, fuel combustion and electricity have been taken into consideration. The comparison of the specific CO2 emission for various cements is shown in Fig 4. The CO2 intensity of OPC is 842 kg CO2 per tonne, whereas it is 536 kg CO2 per tonne for PCC, and 703 kg CO2 per tonne for PLC. The major contributors for CO2 intensity reduction of low carbon cements as compared to OPC are the varying clinker content and the different grinding energy requirement for the cements. The grinding energy required for PCC and PLC is considered lower as compared to PPC as limestone acts as a grinding agent.
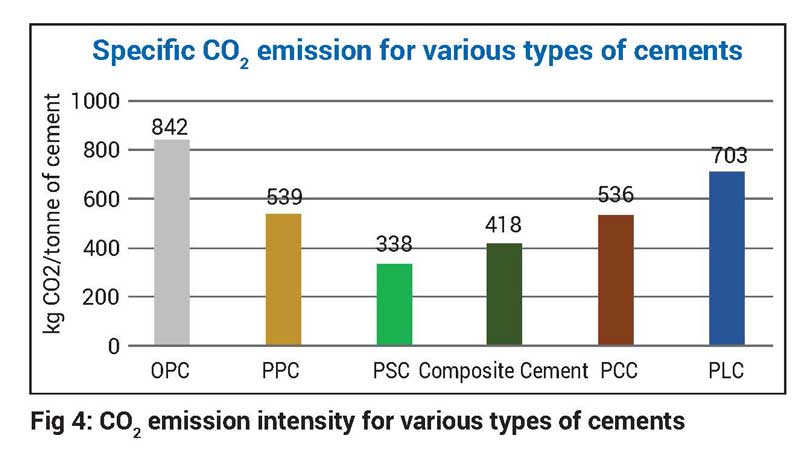
As shown in Fig 4, the specific CO2 emissions from PCC production are equivalent to PPC. The availability of fly ash will gradually reduce due to the focus of the Government of India on renewable energy generation and utilisation of alternative fuels in thermal power plants. In this scenario, PCC will emerge as a viable alternate option to PPC, with utilisation of lower grade of limestone replacing portions of fly ash. As compared to specific CO2 emissions of 842 kg per tonne of OPC, the specific CO2 emissions associated with PCC are 536 kg CO2 per tonne i.e., about 36 per cent lower. Thus, the replacement of OPC by low carbon cements like PCC will result in a lower carbon footprint of the Indian cement industry.
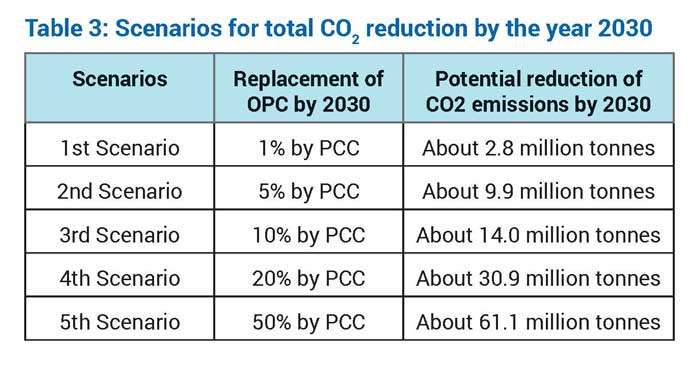
Presently, 27 per cent OPC is produced, out of the total cement mix produced in India. Table 3 showcases different scenarios of CO2 reduction due to gradual replacement of OPC at varying per cent by PCC ranging from 1 per cent to 50 per cent as shown in Table 3. PCC has a potential to reduce CO2 emissions up to 61.1 million tonnes in the next 10 years by 2030, if 50 per cent OPC may be replaced by PCC after standard formulation by BIS.
ABOUT THE AUTHOR:
Dr. BN Mohapatra is the Director General of National Council for Cement and Building Materials (NCCBM). He is a Phd in Cement Mineral Chemistry, enriched with 13 years of research and development and over 22 years of industry experience with a strong academic relations with premier institutes. He is the chairman of the Cement Sectoral Committee of the Bureau of Energy Efficiency (BEE).









Concrete
Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa
Line-2 expansion to make Kadapa a major cement hub

Concrete
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
HDFC Securities warns monsoon slowdown and higher fuel costs

Concrete
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
New Andhra Pradesh plant to add 9.6 MTPA cement capacity by FY28



Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa

Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins

Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa

Nuvoco Inaugurates Limla Cement Plant in Surat

Nuvoco commissions Surat grinding unit
Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
Nuvoco Inaugurates Limla Cement Plant in Surat
Nuvoco commissions Surat grinding unit
-

 Concrete4 weeks ago
Concrete4 weeks agoAmbuja Sees Cement Demand Easing To Around Five Per Cent In FY27
-

 Concrete4 weeks ago
Concrete4 weeks agoACC To Expand Cement Capacity Amid Strong Infrastructure Demand
-

 Concrete3 weeks ago
Concrete3 weeks agoIndian Railways Plans Green Fly Ash Transport Network
-

 Concrete3 weeks ago
Concrete3 weeks agoStar Cement Named Preferred Bidder For Boro Lakhindong Block