
Economy & Market
Strategising Dust Management

ICR delves into the multifaceted aspects of dust control in cement manufacturing, from environmental and health hazards to regulatory standards and innovative technologies. By exploring dust generation sources, control technologies and regulatory frameworks, it highlights the critical importance of effective dust management practices.
Dust control is a critical aspect of cement manufacturing, essential for both environmental stewardship and ensuring the health and safety of workers and nearby communities. The cement industry is inherently dusty due to the various processes involved in raw material handling, grinding, and clinker production. However, effective dust control measures are indispensable for mitigating the adverse impacts associated with dust emissions.
Environmental hazards: Dust emissions from cement plants contribute significantly to air pollution, releasing particulate matter (PM) and various pollutants into the atmosphere. These particles can travel over long distances, affecting air quality in surrounding areas and even beyond. PM10 and PM2.5, particles smaller than 10 and 2.5 micrometers respectively, are of particular concern as they can penetrate deep into the lungs, leading to respiratory problems and exacerbating existing health conditions. Additionally, dust deposition can contaminate soil and water bodies, posing risks to ecosystems and biodiversity.
Health hazards: Workers in cement plants are exposed to high levels of dust, which can lead to respiratory illnesses such as silicosis, a debilitating lung disease caused by inhalation of crystalline silica dust. Prolonged exposure to cement dust can also result in other respiratory ailments, including bronchitis and asthma. Furthermore, communities residing near cement plants are at risk of exposure to dust emissions, potentially leading to similar health issues and compromising their quality of life.
Niranjan Kirloskar, Managing Director, Fleetguard Filters, says, “Better filtration can improve the quality of application performance in multiple ways. Filtration improves the engine performance as it filters and prevents dirt, dust, and debris from entering into the engine. This ensures that the quality of air or fluid that reaches the combustion chamber is as per the specific requirements of optimal performance of the engine. It also extends the engine life by filtering out contaminants. Efficient filtration ensures optimal performance of the engine/equipment over its entire operating life. Filtration also improves fuel efficiency as a clean filter allows for a better air-fuel mixture in the engine, thus improving combustion efficiency, which in turn results in better fuel economy. It keeps emissions under control as fuels burn more efficiently, leading to lesser harmful residue in the environment. Thus, to sum up, an optimal filtration solution ensures better performance, prolonged engine life and less hazardous waste in the environment.”
Effective dust control in cement manufacturing is paramount for safeguarding the environment, protecting public health, and ensuring sustainable operations. By implementing robust dust mitigation measures and adhering to regulatory standards, cement plants can minimise their environmental footprint and create safer working environments for employees. Furthermore, investing in advanced dust control technologies not only reduces emissions but also enhances operational efficiency and strengthens corporate social responsibility initiatives. Thus, prioritising dust control is not just a regulatory requirement but a moral imperative for the cement industry.

Dust generation in cement manufacturing
Cement manufacturing involves several processes, each contributing to the generation of dust emissions. Understanding the primary sources of dust generation is crucial for implementing effective control measures and mitigating environmental and health risks associated with dust exposure.
In the initial stage of cement production, raw materials such as limestone, clay, shale, iron ore, and sand are crushed into smaller particles. Crushing operations typically involve the use of crushers and impactors, which break down the raw materials into finer sizes suitable for further processing. However, these mechanical actions can result in the generation of significant dust emissions due to the fragmentation of materials and the handling of dusty feedstock.
Grinding of raw materials and clinker accounts for a considerable portion of dust emissions in cement plants. Raw materials and clinker are ground to a fine powder in cement mills, using ball mills, vertical roller mills or other grinding equipment. During grinding operations, friction between the grinding media and the raw materials generates heat and abrasion, leading to the formation of dust particles. Additionally, the handling and transportation
of pulverised materials further contribute to dust emissions.
Material handling processes, including conveying, transferring, and storage of raw materials and finished products, are another significant source of dust generation in cement manufacturing. Conveyor belts, bucket elevators, and pneumatic conveying systems are commonly used to transport bulk materials within the plant. These operations can generate dust through material transfer points, spillage and fugitive emissions from open storage piles. Furthermore, loading and unloading activities during transportation of bulk materials can also release dust into the atmosphere.
By identifying these sources and implementing appropriate dust control measures, cement plants can minimise emissions and mitigate the adverse impacts on air quality and worker safety. Strategies such as dust suppression, enclosure of equipment, ventilation systems, and proper maintenance practices are essential for controlling dust emissions throughout the production process. Moreover, investing in advanced technologies and best practices for dust management can contribute to sustainable and responsible cement manufacturing practices.
Dust control tech
Dust suppression systems are vital in physically controlling dust emissions. Some of the key technologies that help in dust suppression in the cement plants include:
- Wet scrubbers: Some cement mills utilise wet scrubbers to capture and remove dust particles from the air. They operate by spraying water on the particles, causing them to adhere to surfaces and be cleared from the air.
- Bag filters: Bag filters are extensively used in Indian cement factories to capture dust particles generated during manufacturing. These filters are made of cloth bags that trap dust particles when air travels through them.
- Electrostatic precipitators (ESPs): ESPs are another type of dust filtration equipment used in Indian cement plants. They use an electrostatic charge to attract and trap dust particles.
- Cyclones: Cyclones are mechanical separators that can remove larger dust particles from the air. They work by creating a cyclonic effect that causes particles to be separated from the air stream
- High-efficiency particulate air (HEPA) filters: HEPA filters are highly efficient filters that can remove up to 99.97 per cent of particles as small as 0.3 microns. They are commonly used in cleanrooms and other sensitive environments.
In addition to these filtration techniques, Indian cement plants also use various operational and maintenance practices to reduce dust emissions, such as regular equipment cleaning and maintenance, optimising production processes to reduce dust generation, and providing training to employees on dust control practices.
“Techflow’s air pollution control systems seamlessly integrate into your existing cement plant. Our pulse jet bag filters fit effortlessly downstream of grinding mills and packing stations, effectively capturing fine dust particles generated during these processes. Electrostatic Precipitators (ESPs) excel in kiln exit gas streams, working alongside existing cyclones to achieve ultra-fine particulate control, a critical step in maintaining clean air emissions,” says Arpit Kantia, Head – Marketing and Business Development, Techflow Enterprises.
“Techflow’s comprehensive offering of centrifugal fans ensures a perfect fit for any application. Our ID fans seamlessly integrate into the kiln system, creating the necessary draft to pull exhaust gases through the air pollution control equipment. Process fans, strategically placed throughout the plant, efficiently convey dust-laden air from various generation points, like clinker coolers and raw material handling, towards the filtration units. This modular approach minimises disruption during installation and ensures optimal dust collection across your entire cement production process,” he adds.
Dust control technologies in cement manufacturing each come with their own set of advantages and limitations. Bag filters are efficient and versatile, but they require frequent maintenance and have limited tolerance to high temperatures. Electrostatic precipitators (ESPs) are effective for high-temperature applications and require minimal maintenance, but they may be less effective for capturing fine particles and involve higher initial capital investment. Wet scrubbers are effective for both particles and gases, with high removal efficiencies, but they demand higher water consumption and maintenance, as well as complex design and integration requirements. Choosing the most suitable technology depends on specific needs and operating conditions, weighing the pros and cons of each option carefully.
- Control and regulations
The Indian government has established norms and regulations to control dust and fugitive emissions from cement plants. Some of the key norms include: - National Ambient Air Quality Standards (NAAQS): The NAAQS set by the Central Pollution Control Board (CPCB) establish limits on air pollutants, including particulate matter (PM) emissions, from all industries, including cement plants.
Environment Protection Act (EPA): The EPA provides guidelines and regulations for controlling emissions from industries, including the
cement industry.
Cement Industry (Prevention and Control of Pollution) Rules, 2013: These rules set specific emission limits for cement plants in India. For example, the rules specify that PM emissions should not exceed 30 mg/Nm3 for dry kilns and 50 mg/Nm3 for wet kilns.
Ministry of Environment, Forest and Climate Change (MoEFCC) guidelines: There are guidelines for the installation of pollution control equipment in cement plants, including bag filters, electrostatic precipitators and wet scrubbers.
State pollution control boards: State pollution control boards are responsible for enforcing the norms and regulations related to dust and fugitive emissions at cement plants.
Cement plants in India are required to comply with these norms and regulations to minimise their impact on the environment and public health. Failure to comply can result in fines, legal action and suspension of operations.
Preventive measures for dust
Controlling dust accumulation is crucial for maintaining a safe and healthy working environment in cement manufacturing plants. Implementing effective strategies and preventive maintenance measures, along with adopting appropriate housekeeping practices, can significantly reduce dust emissions and mitigate associated risks.
Regular inspection and maintenance routines for equipment, including crushers, mills, and conveyors, are essential to identify and rectify potential sources of dust emissions promptly. Employing dust suppression techniques, such as water sprays and fogging systems, during material handling operations can significantly reduce airborne dust.
Enclosing processing equipment and material transfer points, coupled with robust ventilation systems equipped with dust collectors, ensures the containment and capture of airborne particles. Proper material handling and storage practices, along with comprehensive employee training on safety protocols and dust control procedures, further contribute to minimising dust generation and exposure risks.
Additionally, maintaining cleanliness through regular housekeeping schedules, employing appropriate cleaning equipment, and fostering a culture of awareness among workers are vital aspects of effective dust management. By integrating these measures into their operations, cement plants can uphold clean and safe working environments, mitigate environmental impact, and ensure compliance with regulatory standards, thereby fostering sustainable and responsible practices within the industry.
Case Study: Dust monitoring solutions for cement plants
Particulate emissions from cement kilns have been reduced significantly over the last few decades due in part to ever-tightening regulatory controls including the lowering of emission limit values (ELVs) and the associated increase in installations of highly effective filtration systems which require higher quality monitoring.
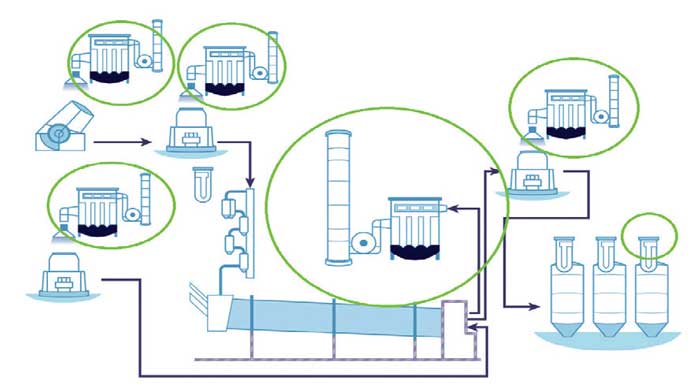
- Main emissions to air are from the kiln system
- Additional potential sources include crushing plant, coal mills, clinker mills and silos
- Recognising differing environmental conditions and process applications require different particulate emission measurement technology options, ENVEA offers an extensive technology range including Light Scatter, Probe Electrification, Opacity and Ratiometric Opacity for regulatory compliance and to facilitate filter and process optimisation.
- Stack particulate emissions compliance measurement
- Baghouse chamber and filter performance monitoring
- Predictive bag filter row monitoring
PM CEMS IN THE KILN STACK: TECHNOLOGY CONSIDERATIONS
Technology choice is based on regulatory requirements including normal dust operating levels and filter type. As ELVs decrease, installations of Scatter-based systems (forward or back) are more common due to a measurement capability at very low dust concentrations. Systems are approved to the latest MCERTS and TUV standards with extensive quality assurance and audit features for ongoing quality assurance. Systems can be calibrated to provide a mg/m3 measurement in comparison to a standard reference (isokinetic) test.
MONITORING BEYOND THE MAIN KILN STACK
Bag filters are widely used as the preferred emission abatement for cement plants and there is a growing need for continuous monitoring to understand how the arrestment plant is working. Monitoring on individual compartment outlets provides data to Plant Operators which enables the location of faulty and failing filter media before gross failure occurs. This in turn ensures efficient operation and control of bag filter arrestment plant and considerably reduces maintenance costs and expensive process downtime.
Bag filter arrestment plants can be monitored by a networked system of ElectroDynamic™ Probe Electrification instruments, certified to TUV and MCERTS performance standards with patented features to a high performance under a wide range of process conditions.
Crushing Plant: ElectroDynamic™ technology-based systems suitable for relatively small diameter stacks with low dust loads, typically <5mg/m3
Silo Filters: Single sensor units or multi-channel networked systems for earlyarning of silo filter leakage or rupture preventing environmental impact and product loss
Coal Mills: Filter condition assessed remotely utilising PC-ME Dust Tools software
Clinker Mills: Fully insulated ElectroDynamic™ sensor for effective monitoring in humid conditions.














Specialised rail logistics will move fly ash from power plants to infrastructure industries.
New Delhi
Indian Railways is planning a large-scale green logistics initiative to transport fly ash from thermal power plants to industries where it can be reused in infrastructure and construction activities.
The initiative was discussed during a review meeting chaired by Union Minister for Railways Ashwini Vaishnaw. Union Ministers of State for Railways V Somanna and Ravneet Singh Bittu were also present.
India generates nearly 340 million tonnes of fly ash every year from thermal power plants. The proposed initiative aims to create an efficient rail-based transport system using specialised containers and dedicated logistics arrangements to move fly ash safely from power plants to end-use industries.
Fly ash is widely used in road construction, cement manufacturing, brick production, concrete, blocks and boards. By improving its movement through the railway network, the initiative is expected to support better utilisation of this industrial by-product while reducing environmental concerns linked to storage and disposal.
The move also aligns with India’s circular economy goals by converting waste from thermal power generation into a useful raw material for the construction and infrastructure sectors. Wider availability of fly ash can help reduce material costs in areas such as bricks and cement, supporting more affordable infrastructure and housing development.
Through this initiative, Indian Railways aims to provide a cleaner, safer and more organised transport solution for fly ash, turning an environmental challenge into an infrastructure resource.


Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa

Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins

Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa

Nuvoco Inaugurates Limla Cement Plant in Surat

Nuvoco commissions Surat grinding unit
Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
Nuvoco Inaugurates Limla Cement Plant in Surat
Nuvoco commissions Surat grinding unit
-

 Concrete4 weeks ago
Concrete4 weeks agoAmbuja Sees Cement Demand Easing To Around Five Per Cent In FY27
-

 Concrete4 weeks ago
Concrete4 weeks agoACC To Expand Cement Capacity Amid Strong Infrastructure Demand
-

 Concrete3 weeks ago
Concrete3 weeks agoIndian Railways Plans Green Fly Ash Transport Network
-

 Concrete3 weeks ago
Concrete3 weeks agoStar Cement Named Preferred Bidder For Boro Lakhindong Block