
Concrete
Use of digital technology can improve energy efficiency by as much as 5%

Modern plants utilise high pressure grinding in vertical roller mills and hydraulic roll presses to achieve 30-50 percent better energy consumption compared to ball mills, says Avanish Karrahe, Global Product Manager Grinding Products, Cement Industry, FLSmidth.
Modern plants utilise high pressure grinding in vertical roller mills and hydraulic roll presses to achieve 30-50 percent better energy consumption compared to ball mills, says Avanish Karrahe, Global Product Manager Grinding Products, Cement Industry, FLSmidth.
Today, the requirement for the cement industry is to reduce energy consumption, especially in the grinding process. Please share your views on how this can be achieved.
Improved energy efficiency in the grinding processes in the cement industry largely depends upon the comminution principle of the grinding equipment installed. Modern plants utilise high pressure grinding in vertical roller mills and hydraulic roll presses to achieve 30-50 percent better energy consumption compared to ball mills.
Next, advancements in the geometry of the mill components or grinding profile, where grinding enabled gains in the general benefits from the types of technology employed. A further benefit is achieved with the tuning of design considerations and actual operating parameters, for example, grinding force (KN/m2), peripheral speeds, velocity profile within various zones inside the grinding equipment, etc.
Along with mill design, advances in high-efficiency separator design have further improved energy efficiency by reducing the amount of over-grinding, unnecessarily returning product-size material to the grinding part of the machine, allowing for more stable operation and better overall product quality. Separator efficiency depends upon the actual geometry of the classifying equipment in the mill system. An ideal geometry ensures optimum velocity profile and physical dimensions within the various separation zones. When combined with the latest mill designs an optimised separator offers potential for up to 10 per cent better overall energy efficiency than mill systems with inferior separators. After the mechanical design, there are several operating and maintenance practices that enhance energy efficiency.
The use of grinding aid is already a common practice in many markets. While there is the obvious added cost for the additive itself, this is typically more than compensated for by improvements to mill capacity and overall better operation. For example, grinding aid stabilises the grinding bed in a VRM, reducing the vibration level, which allows for more capacity at the same power use. Better stability also reduces the number of mills stops and starts, which decreases the total energy consumption for the system in a given operating period.
Regularly making necessary adjustments of mechanical and process parameters to take care of incoming variations from input materials helps to sustain high-efficiency levels.
Following a predictive maintenance program with timely and proper maintenance of the overall grinding system helps to ensure consistency in higher efficiencies being achieved and also helps to avoid unplanned stops that largely can deteriorate the efficiency levels.
Consistent control of the quality of the feed material and final product also helps to aid the efficiency of the overall grinding system.
A final aspect of optimising energy consumption is the application of digital technologies that enable advances in feed material and product quality control, as well as process operating control. Digital connectivity also enables remote or online support services or condition monitoring that can enable both process and mechanical benefits.
What are the latest energy-efficient grinding technologies/solutions that can benefits cement companies in terms of energy consumption, quality and cost?
The latest energy-efficient grinding technologies include Vertical Roller Mills and Roller Presses. As such it is important to choose the right grinding machine on a case-to-case basis for a given requirement. The selection of the right machine depends upon several parameters, for example, layout constraints, physical and chemical properties of the material to be ground, product quality targets, the skill level of the operational staff, etc.
Roller presses and vertical roller mills have much higher grinding efficiencies compared to traditional ball mills and can operate with almost half the electrical energy consumption compared to a traditional ball mill.
Regarding quality, there have been several tests done to compare the quality of the product out of various grinding machines. In today’s well-established designs of Vertical Roller Mills and Roller Press systems supported by high-efficiency Dynamic Separators, one can get the same quality as can be expected out of any traditional Ball Mill system. In fact, due to the larger number of adjustable mechanical and operating parameters in these mills, it is often possible to achieve better product quality targets than in older ball mill systems.
There have been significant developments in recent years on wear materials which have been a painful area for a long within the cement industry. Today we do have well-established superior wear materials that can not only increase the wear life drastically but can also ensure more effective energy transfer to the materials to be ground. For example, TRIBOMAX™ wear surface helps to increase the friction coefficient of the roller surfaces and eventually achieves improved energy transfer to materials being ground.
The use of digital technology such as advanced process control can further improve energy efficiency by as much as 5 percent. References of combining separator upgrades to modern high-efficiency design or upsizing to accommodate new feed materials and/or product types with advanced process control have yielded as much as 25 percent overall performance improvement.
Multi-compartment ball mills and air separators are the main process equipment in clinker grinding circuits. How has been the evolution in terms of technical innovations in this area?
Multi-compartment Ball Mills are widely used in the cement industry today mainly because of the history of their use over several hundred years. Over time advances in liner design and material of manufacture along with system layout and ball charge have helped optimise ball mill energy consumption.
Digital technologies that optimise feed and product quality control, and advanced expert operating control can be applied to ball mill systems as well.
As grinding technology evolved, Vertical Roller Mills and Roller Presses are now the leading machines across the globe for grinding. This is mainly due to the better energy efficiency, flexibility of producing various types of products, ease of operation and maintenance, and higher production capacities. Of course, upgrades to existing ball mill systems with a roller press for pregrinding or semi-finish grinding offer some limited efficiency improvement.
When it comes to separators, there has been significant improvement in separator designs in the recent past and the latest dynamic separators are equally effective irrespective of the main grinding machine (VRM, HRP, Ball Mill). However, the fact remains that ball mills are always going to be less efficient than the other grinding machines.
What kind of grinding aids/ additives are in demand and what are the advantages?
The adoption of supplementary cementitious materials (SCMs) varies widely depending on where you are in the world. In some markets, it is common to use fly ash and slag to reduce the clinker factor to as little as 65 percent. Worldwide, the average clinker/cement ratio is about 0.81, with the balance comprising gypsum and additives such as blast furnace slag, fly ash, and natural pozzolana. UNEP suggests a reasonable worldwide average of 0.60 is achievable by 2050.
The grinding operation is critical to the success of increasing SCM use, to achieve the necessary particle size distribution. Some materials can be ground together, so-called ‘intergrinding’, while others may benefit from a separate grinding operation. Likewise, water demand (to increase workability) can present another sustainability concern that requires additional process treatments – such as chemical admixtures – to address. In terms of mill type, both roll press and VRM offer energy-efficient options for cement grinding, however, VRMs are more commonly used for SCM grinding due to more flexibility for drying and a wider range of acceptable feed particle size.
Grinding aids are typically used to produce high Blaine cement products. There is a wide range of grinding aid options available ranging from the old industry standard of diethylene glycol (DEG) to a range of newer amine-based additives, and the latest specialised additives designed for specific machines and cement products with different SCM contents. In the end, the most effective option often is based on the combination of feed materials, cement products, local availability, and of course cost.
From a mill OEM perspective, the specific type of grinding aid is less important than having the correct amount and distribution in the mill in combination with the best mill design for cement grinding. Experience in markets that have traditionally used grinding aids shows that under the right conditions they are a viable option to maximise energy efficiency and mill performance in a cost-effective way.
Please share your roadmap in the grinding innovation/ digital technology to enhance grinding efficiency.
Grinding technology has reached a stable point in the lifecycle curve. Incremental improvements are most likely to account for advancements for the near future.
These are in the areas of:
- Wear materials and metallurgy that allow for longer lasting and smaller/lighter component weights.
- Integration of digital technology to push the limits of efficiency and performance higher, while implementing predictive maintenance to streamline costs for labour, and parts supply and inventory.
- Continued optimisation of the production of blended and high Blaine cement and the introduction of new high-performance cement that uses a wide range of SCM to replace clinker. This includes the advancement of separator designs to achieve finer product residues at a higher capacity than are possible today.
More significant advancements will likely come over the long term, as advanced research into energy consumption and grinding mechanisms is developed into new applications.
Could you also share a case study, where companies have benefited from adopting your grinding techniques/solution?
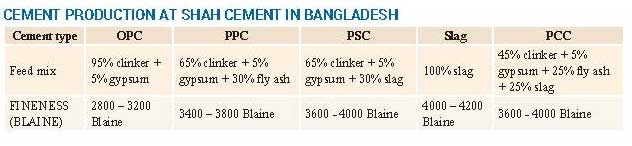
The Guinness World Record certified largest cement VRM, the FLSmidth OK 81-6 cement mill at Shah cement in Bangladesh grinds a wide range of cement products with clinker factor as low as 45 percent as well as a slag as shown in the table below. This mill is the perfect example of the type of energy-efficient grinding installation of the future.
Concrete
Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa
Line-2 expansion to make Kadapa a major cement hub

Concrete
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
HDFC Securities warns monsoon slowdown and higher fuel costs

Concrete
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
New Andhra Pradesh plant to add 9.6 MTPA cement capacity by FY28



Fornnax Names Lukas Baur as Authorised Service Partner to Bolster EU Operations

Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa

Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins

Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa

Nuvoco Inaugurates Limla Cement Plant in Surat
Fornnax Names Lukas Baur as Authorised Service Partner to Bolster EU Operations
Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
Nuvoco Inaugurates Limla Cement Plant in Surat
-

 Concrete4 weeks ago
Concrete4 weeks agoACC To Expand Cement Capacity Amid Strong Infrastructure Demand
-

 Concrete4 weeks ago
Concrete4 weeks agoIndian Railways Plans Green Fly Ash Transport Network
-

 Concrete4 weeks ago
Concrete4 weeks agoStar Cement Named Preferred Bidder For Boro Lakhindong Block
-

 Concrete4 weeks ago
Concrete4 weeks agoKERC Proposal To Cut Rooftop Solar Export Tariff Raises Concern