
Concrete
Strategic Capacity Enhancement
Amarkant Pandey, Deputy General Manager (Process), Prism Johnson (Cement Division), Satna, presents a case study on capacity enhancement of clinker production in an existing kiln.
This case study outlines the strategic initiatives taken to enhance production capacity of Prism Johnson (Unit-2) from 8000 TPD to 9100 TPD. This would help the company to expand its market share, develop new products and fortify our position in the cement industry.
With a consistent increase in regional demand and a positive market outlook, it was imperative for Prism Johnson’s Unit-2 to augment its production capacity from 8000 TPD to 9100 TPD in FY 2020-21. This enhancement aligned with our commitment to provide high-quality cement products while maintaining operational efficiency.
Cement capacity and production
The production capacity of Prism Johnson’s Unit-2 in FY-21 was at 8000 TPD. The plant was operating close to full capacity, with production data indicating steady growth trajectory, and it was evident that the current capacity was reaching its limits, thereby necessitating the need for expansion.
New capacity: The project entailed increasing the production capacity from 8000 TPD to 9100 TPD, thereby accommodating the rising market demand.
Timeline: The project was anticipated to span across 60 days.
Technology and process improvements: To optimise efficiency, the capacity enhancement project incorporates state-of-the-art technologies and process improvements. These advancements aim to reduce energy consumption, enhance product quality and ensure sustainable production practices.
The following technical upgradations has been implemented in order to support the upgraded production:
- 1. Kiln feed transport bucket elevators 352.BE250 and BE340 were upgraded (to 723 tph) to increase kiln tonnage.
- 2. Preheater ID Fans (2) were retrofitted to suit 9100 TPD.
- 3. Kiln feed rotary valves, ID Fan motors and VFDs have been changed.
- 4. Cooler was upgraded from SF 5×6 to SF-CB 5×7 (177 to 206 m2 grate area).
- 5. Clinker crusher was changed from hammer to heavy duty roller breaker HRB MF-418.
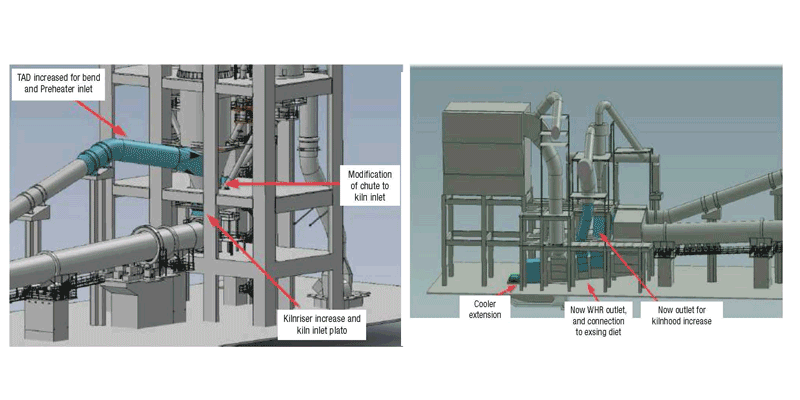
- 6. Expansion of kiln riser duct and connection of TAD to calciner.
- The areas where major upgradations took place are highlighted in these figures:
Risk assessment: Potential risks, including construction delays, regulatory approvals and associated delays, and market fluctuations, have been identified. A comprehensive risk mitigation strategy is in place to address and minimise these challenges.
Performance evaluation: Kiln started operating in January 2023 following the upgrade. We encountered several problems with M/s FLS’s cooler hydraulics. In January and February of 2023, a new hydraulic system was installed to replace the entire one. Kiln has produced 9100 TPD of clinker since April 2023. The plant performance before and after upgrading is tabulated below.
The chart indicates that an increase in clinker production resulted in a specific heat consumption reduction of around 5 Kcal/kg of clinker.
Presently, kiln volumetric loading is about 7.0, which is significantly higher than what is specified in the design. Additionally, with enhanced clinker production, we are meeting all quality targets (C3S, litre weight, free lime, etc.) for the clinker.
Challenges
• Crushed limestone size: Limestone size was in the higher side (+100mm to 5 per cent) and the gap between blow bar tip and lower grinding path was adjusted at 50mm previous the same was 70mm
• Pile homogeneity: The homogeneity of the pile was the biggest challenge due to huge variation in the mine’s limestone quality (6 different sources of mines). We increased the stacker speed from 11m/s to 13m/s to get better homogeneity. Also, CBA was installed to control variation in input materials from mines and standard deviation of pile was reduced from 80 to 20.
• Raw mills output: To fulfil raw meal requirements with increased kiln production, various modifications were done in the raw mill like replacement of old nozzle rings with new design nozzles etc.
• Kiln burner replacement: Old duo flex burner replaced with Pyrojet burner to reduce frequent snowman formation, increase utilisation of high sulphur petcoke and enhance flame quality.

Conclusion
The capacity enhancement by modification from 8000 TPD to 9100 TPD is a strategic move for Prism Johnson. It positions the company to meet market demands efficiently, contribute to regional development, and ensure the long-term sustainability and competitiveness of our operations.
ABOUT THE AUTHOR
Amarkant Pandey, Deputy General Manager (Process), Prism Johnson (Cement Division), Satna, holds an engineering degree in mechanical with specialisation in heat and power from Institution of Engineers (India). He has an in-depth understanding of cement manufacturing processes, including raw material preparation, clinker production and cement grinding. His responsibilities include process optimisation, quality control, production planning, etc.








Concrete
Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa
Line-2 expansion to make Kadapa a major cement hub

Concrete
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
HDFC Securities warns monsoon slowdown and higher fuel costs

Concrete
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
New Andhra Pradesh plant to add 9.6 MTPA cement capacity by FY28



Fornnax Names Lukas Baur as Authorised Service Partner to Bolster EU Operations

Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa

Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins

Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa

Nuvoco Inaugurates Limla Cement Plant in Surat
Fornnax Names Lukas Baur as Authorised Service Partner to Bolster EU Operations
Lokesh Lays Stone For Rs 31 Billion Cement Unit In Kadapa
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
Nuvoco Inaugurates Limla Cement Plant in Surat
-

 Concrete4 weeks ago
Concrete4 weeks agoACC To Expand Cement Capacity Amid Strong Infrastructure Demand
-

 Concrete4 weeks ago
Concrete4 weeks agoIndian Railways Plans Green Fly Ash Transport Network
-

 Concrete4 weeks ago
Concrete4 weeks agoStar Cement Named Preferred Bidder For Boro Lakhindong Block
-

 Concrete4 weeks ago
Concrete4 weeks agoKERC Proposal To Cut Rooftop Solar Export Tariff Raises Concern