
Economy & Market
Maximising AFR in Cement Manufacturing

Shreesh A Khadilkar, Consultant and Advisor, and Former Director Quality and Product Development, ACC Ltd Thane, discusses the importance of optimising the use of alternative fuel and raw materials (TSR percentage) in cement production without affecting clinker quality, in part one of this two-part series.
Over the past decade or so, the Indian cement industry has made significant progress in terms of improvement in energy efficiency and productivity. However, the use of alternative fuel and raw material (AFR) to replace coal for thermal energy needs, remains an area where the Indian cement industry is yet to catch up with global benchmarks. Though a few cement plants co-process large quantities and varieties of AFR in their kilns, and are reported to reach a level of around 40 per cent Thermal Substitution Rate (TSR), many plants are still at much lower levels of TSR percentage.
Most of the cement plants have now installed co-processing facilities or are on the verge of having one. Some of the plants also have pre-processing facilities, which could include shredding, segregation, impregnation, foreign body removal etc., while some others source a pre-processed solid AFR (RDF, MSW, Industrial waste sludges, agro wastes etc.).
This article shares important aspects such as assessment of clinker quality in plant clinker quality optimisation, influence of alkalis, chlorides and SO3, effects of some important minor constituents and subsequently discusses the concept for maximising AFR (TSR percentage) without affecting clinker quality through with or without use of XRD technique for in process control. The author further recommends bi-hourly quality and in process dashboard for consistent kiln performance and consistent clinker quality.
Assessment of Clinker Quality
The clinker quality assessment can best be done by Lab Ball Mill grinding of day average clinker with mineral gypsum (with SO3 of the lab ground cement targeted at 2.2 to 2.4 with fixed grinding time to achieve Blaine’s of around 300-320 M2/kg with the residue on 45 microns of the cement in range of 18 per cent to 20 per cent, at this fineness, the clinker is observed to clearly depict changes in clinker reactivity in terms of changes in 1 Day strengths of cements (± 3 to 5 MPa). At lower grinding Blaine’s (of around 250 M2/kg), which is presently being practiced by many cement plants, one does not observe the changes in clinker reactivity, as the difference of 1 Day compressive strengths is only ± 1 MPa, which does not show the changes in clinker reactivity.
Typically, clinkers with good reactivity are observed to show 1 Day strengths in lab ground cements of 30 to 35 MPa. Higher values being observed when clinker alkali sulphates are high (especially with Petcoke as fuel), the achieved Blaine’s and quantity of nibs removed from the lab ground cement, in the fixed grinding time is also indicative of clinker grindability. Judicious raw mix optimisation with existing or alternative corrective materials (with the fuel mix used by the plant) can be attempted so as to have a clinker with improved reactivity/hydraulic potential. In a running plant the approach has to be by attempting small gradual changes to clinker composition and assessing the impact of the changes, on kiln performance and clinker quantity.
The changes to be attempted could be indicated through data analysis.
In each plant, the QC and process has detailed analysis data of the day average clinkers along with its lab ground cement test results. It is also suggested to test at least one spot clinker per day for chemical parameters and physical tests of lab ground cement. From the analysis data it could be observed that on some days the lab ground cements show much higher strengths. Why on some days or in some spot clinkers, the clinker reactivity is suddenly very good? Such clinkers should be preserved and evaluated by XRD, so as to identify the optimum clinker composition which shows higher reactivity. Such an evaluation could also indicate at times the impact of changes in fuel / sources of coal / proportions of coal and Petcoke (even source of Petcoke) / solid AFR usage levels.
Typically, the target clinker composition to give a good hydraulic potential would be with LSF of 93 to 95 with a bogues potential C3S of >55 per cent clinker (especially with Petcoke as main fuel in fuel mix), with C3A (6.5 per cent to 8.5 per cent) if the clinker is used for PPC/PSC and also for OPC (especially if OPC is supplied to RMX customers) and SM 2.2 to 2.4 A/F 1.2 to 1.4. In plants where clinker MgO is higher (> 4.5 per cent), besides having the LSF target of around 93 to 95, the minimum clinker lime targeted should be such to have C/S ratio of 2.95 to 3.1 for having good clinker reactivity in spite of high clinker MgO.
Co-Processing of AFR (Liquid AFR /Solid AFR)
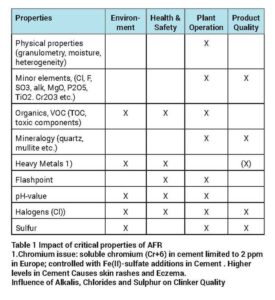
The properties of AF(R) co-processed in the calciner have an impact on environment, health and safety, plant operations and product quality as shown in Table 1:
- Alkalis without sulphidisation: Formation of orthorhombic C3A, fast setting
- Alkali sulphates (Na2SO4, K2SO4, 2CaSO4.K2SO4 or even Ca-langebnite): Increased early strength, usually shows decrease of later age strengths. Changes must be accounted for in gypsum optimisation
- Excess of sulphur over alkalis
- Integration of SO3 in C2S and/or formation of CaSO4
- Possible reduction of final strength could be observed
- Reduces the CaO availability for C3S formation
- The clinker could be harder to grand
- Changes the Clinker Liquid Characteristics which affects the phase formations
- Chlorides tend to be higher in AFR liquid/solid, the control on chlorides is necessary to prevent inlet/cyclone jamming and to have < 0.06 per cent in clinker, so that the OPC has <0.04 per cent chlorides and is suitable for
- RMC/structural concrete. To avoid problems of kiln inlet and cyclone jamming caused by SO3 and Cl. Preferably maintain the Hot Meal (2 Cl + SO3) < 3.5. The threshold value for a given plant needs to
be assessed.
If the value goes above the plant threshold value, immediate actions of adding caustic soda for 2 to 3 shifts (in small polyethene bags) should be done to remove the depositions and avoid kiln stoppage.
Effects of some minor constituents on the clinker quality
Effects of ZnO
- Zinc in clinker nearly distributes evenly between the silicates ad matrix phases (with preference to ferrite), trigonal C3S and ß C2S is stabilised by zinc.
- Presence of zinc reduces the amount of aluminates in favour of alumino ferrite.
- Each 1 per cent zinc reduces aluminates by
1 per cent and increases alumino-ferrites by
2 per cent. - Zinc is very effective flux and mineraliser, it lowers clinkerisation temperatures and accelerates lime combination. Knofel reports increased comp. strengths by up to 20 per cent and above at early ages.
Effects of TiO2
- The clinker TiO2 should be <0.7 per cent, it should be noted that TiO2 is a viscous flux like Al2O3 and so for understanding the clinker liquid property for good C3S formation and based on the kiln conditions adjust the clinker Fe2O3 contents accordingly.
- At higher TiO2, contents for improved kiln conditions the clinker Fe2O3 content needs to be much higher which is aggravated if clinker SO3 is higher (which also affects the viscosity of clinker liquid)
- At high total liquid the clinker becomes silica deficient and so free lime tends to be higher (with clinker balls with calcined un sintered material inside)
- In plants that use red mud especially with petcoke due to its higher alkalis, many sources of red muds also have TiO2, the plant should target Al2O3 + TiO2 as the viscous flux and then adjust the clinker Fe2O3 to get good kiln conditions as indicated above. Targeting higher liquid only increases the limestone LSF from mines and also affects clinker grindability.
Effects P2O5 sources
- Many types of agriculture waste, biowastes, phosphate sludge, paint sludges, medical waste, RDF/municipal solid waste, expired detergent, cow dung cakes, etc.
- Under Indian conditions of clinker phase composition, any increase of P2O5 contents can substantially affect clinker quality.
- When higher P2O5 are present, the dicalcium silicate (C2S) is stabilised and inhibits formation of alite (C3S) i.e can decrease the percentage of C3S although bogue may show high percentage C3S.
- When P2O5 present exceeds 0.4 per cent in the clinker it reduces the percentage of C3S by 10 per cent and 1 Day Comp. Strengths by around 5-6 MPa with negative effects on clinker reactivity and setting of cement.
- Use of wastes containing phosphates in controlled manner so that P2O5 in the clinker (maximum limit in clinker is 0.25 per cent) can enhance the use of agricultural waste or use of other wastes with P2O5. It may be noted that in some regions limestone and laterite also have shown P2O5 contents.
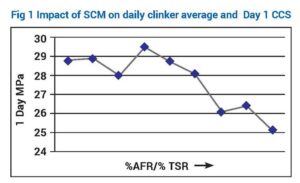
- In some plants up to 5 to 7 per cent TSR there is no impact observed on quality or productivity, however as the TSR/AFR percentage is increased say above >8 per cent to 10 per cent, the kiln conditions get frequently disturbed with a very high dust generation and there is a drop in clinker reactivity/quality.
In the plants a judicious study of process conditions and understanding the burnability of kiln feed could help achieve productivity without affecting the clinker quality with increased AFR/TSR.
In one of my consultancy visits to an integrated plant, similar observations as above were reported. In a brainstorming discussions with the plant process, production and QC teams, it was noted that:
- There was substantial variation in calciner outlet/kiln inlet material/C6 material temperature it fluctuated from around 920oC to as low as 860oC, these changes in temperatures nearly corresponded with the fluctuation in percentage of moisture and feed rate of solid AFR (SAFR), RDF and other solid wastes.
- The kiln torque decreased below the desired levels, when the calciner outlet and kiln inlet material temperatures (in this case C6 material temperatures) were less than 890oC and the kiln performance showed high dust recirculation/generation.
- The bi-hourly XRF analysis of clinker showed lower LSF/high free lime. The decrease in clinker LSF was understandable as the SAFR ash showed a higher percentage of ash.
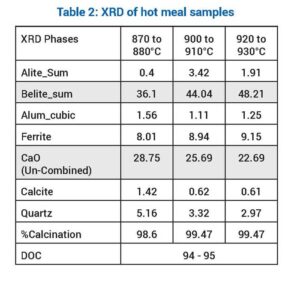
It was decided to collect hot meal samples 900oC to 910oC and 920oC to 930oC and also corresponding clinker samples collected after 40 minutes of the sample collection time of hot meal samples. The hot meal samples were analysed for XRD and clinker samples for XRF (Chemical analysis with free lime) and XRD (for clinker phase formation).
The XRD analysis of hot meal samples is shown in Table 2.
The XRD analysis indicates that:
- The calcination percentage is much higher than the convention DOC of hot meal samples.
- The un-combined CaO decreases with increase in temperature of collected sample.
- The total belite increases with increase in temperature.
It was observed in the plant that when attempts were made to maintain the kiln inlet material temperature at 910oC to 920oC, the kiln torque showed an improvement and the kiln performance improved. The clinker quality showed improvements with lower free lime. However due to the fluctuations in ash percentage content of SAFR the clinker LSF showed lower values during the day. As a corrective action, lime sludge (available at the plant) was added on the SAFR conveyor. These corrective actions helped achieve a consistent improved clinker quality.
About the author:
With an MSc in Organic Chemistry from Jodhpur University (now JNV University), Shreesh Khadilkar joined ACC’s Organic Chemical Product Development Division in 1981 and later transitioned to the Cement R&D Division as a technical assistant. He took over as VP of R&D (Quality and Product Development Division) and retired as Director of the department in 2018, with over 37 years of experience in cement manufacturing and cements/cementitious products.













World Environment Day spotlight on innovation and circularity
On World Environment Day, the Indian cement industry reiterated its commitment to supporting India’s climate ambitions through sustainable manufacturing, resource efficiency and the adoption of cleaner technologies.
The Cement Manufacturers’ Association (CMA) said the sector remains aligned with the Government of India’s Net Zero commitments and is accelerating efforts to reduce its environmental footprint while supporting the country’s infrastructure and development agenda.

Parth Jindal, President, CMA and Managing Director, JSW Cement, said the industry is increasingly adopting cleaner technologies, improving energy efficiency and expanding the use of alternative fuels and raw materials. He also highlighted the growing importance of circular economy practices, where industrial by-products and waste streams from one sector are utilised as resources in another.
“The Indian Cement Industry is aligned to the Government’s commitments on carbon mitigation and is accelerating the adoption of cleaner technologies, resource efficiency and circular economy practices while actively exploring the potential of Carbon Capture, Utilisation and Storage (CCUS) as a critical pathway for deep decarbonisation,” said Jindal.
He added that coprocessing industrial waste and by-products helps conserve natural resources, reduce disposal requirements and lower the environmental footprint across multiple sectors.
According to Jindal, sustainability is no longer limited to manufacturing processes but is increasingly influencing investment decisions, innovation strategies and long-term growth plans within the industry.
Echoing similar views, Dr Raghavpat Singhania, Vice President, CMA and Managing Director, JK Cement, said sustainable development extends beyond emissions reduction and must also focus on responsible resource utilisation and waste minimisation.

“Sustainability in the built environment cannot be measured by emissions alone. It is equally about how efficiently we use resources, how effectively we minimise waste and how responsibly we create the infrastructure that will serve future generations,” said Singhania.
He noted that the cement industry is advancing its sustainability agenda through greater resource efficiency, increased circularity, technological innovation and continuous improvements in manufacturing practices. As a key contributor to India’s infrastructure development, the sector has a critical role to play in balancing economic growth with environmental responsibility.
On the occasion of World Environment Day, industry leaders reaffirmed their commitment to supporting India’s climate goals while delivering the materials required for resilient, durable and sustainable infrastructure.




Cement Makers Reaffirm Commitment to Sustainable Growth

Building a Greener Future Together

JK Lakshmi Advances LC3 Cement Expansion

Burnpur Cement Reports Standalone Net Loss Of Rs 207.4 Million

Ramco Cements Campaign Wins Six Kyoorius Honours
Cement Makers Reaffirm Commitment to Sustainable Growth
Building a Greener Future Together
JK Lakshmi Advances LC3 Cement Expansion
Burnpur Cement Reports Standalone Net Loss Of Rs 207.4 Million







