
Concrete
Maximising Kiln Potential through KHD’s Unique Upgradation Concepts
Turnaround story of Dalmia Cement, Kalyanpur Works (DDSPL)
Mr. S. K. Gupta†, Executive Director – Projects
† Dalmia Cement Bharat Limited
Mr. A. K. Dembla††, President & Managing Director
Mr. Sitaram Sharma††, Director – Parts & Services
†† Humboldt Wedag India Pvt. Ltd.
- Introduction:
India is the second largest cement producer in the world and accounts for over 7 per cent of the global installed capacity. We are witnessing a consistent increase in cement capacity demand over the years. The Indian cement industry has made remarkable strides in technological upgradation and assimilation of latest technology. Presently, more than 98 per cent of the total capacity in the industry is based on modern and environmental friendly process technologies. The appetite for continuous modernisation and technological upgradation with state-of-the-art solutions is on upward trend to achieve enhanced productivity, improved energy efficiency, environmental and quality standards. The installed capacity of Indian cement industry is expected to reach 550-600 million tonnes per annum (MTPA) by 2025.
Apart from building new production lines to increase the capacity, there is enormous scope for upgradation and modernisation of existing set-ups. Utilisation of existing kiln to its maximum potential is an art. This concept not only enhances clinker production but also significantly contributes in improving the overall operational efficiency.
The reduced thermal and electrical energy demands will aid in reducing the carbon footprint of existing plants.
To cater market demands in this area, KHD, a pioneer in this field offers extensive modernisation solutions which includes PH cyclones modification, optimised dip tubes, suitable riser ducts, high efficiency top cyclones, new generation clinker cooler, cooler plates, state-of-art Low NOx-AF calciner solutions etc. in Pyro section and latest generation separators, milling parts etc. in Grinding section. KHD’s experience in this area is unparalleled and hence established as one of the leading technological solution provider to modernize existing cement plants. - Background:
Dalmia Cement (Bharat) Limited (DCBL), one of the top 5 cement producers in India, has acquired Kalyanpur Cements under the subsidiary name DDSPL in 2018. Within short period after takeover, DCBL has set an immediate target to enhance the clinker production. As the plant was originally supplied by KHD in 80’s, DCBL has approached KHD for the revamping of existing Pyroprocess and Raw material grinding sections and subsequently awarded a contract to complete the machinery supplies within 7 months on EP basis. - Snapshot of Plant Performance before modification:
Before the takeover of DCBL, the Kalyanpur Cements was almost locked-down without active clinker and cement production to market. However, DCBL has restarted the plant after takeover.
Subsequently DCBL has asked KHD to audit the plant to identify debottlenecking areas in both Raw grinding and Pyroprocess systems with prime target to enhance clinker production and further possibilities of improving energy efficiency.
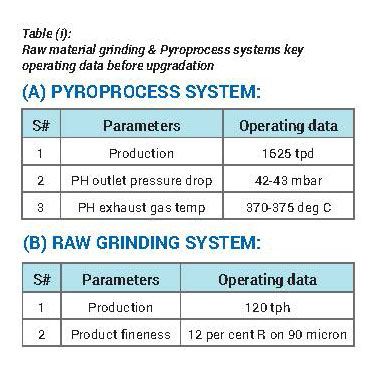
KHD’s technical audit team has performed a
detailed plant audit and established following operating parameters for Pyroprocess and Raw grinding systems. - Implementation of KHD’s Modernisation solutions:
Looking in to the debottlenecking areas identified after the detailed plant audit study, KHD has proposed and implemented the following modifications.
PYROPROCESS SYSTEM:
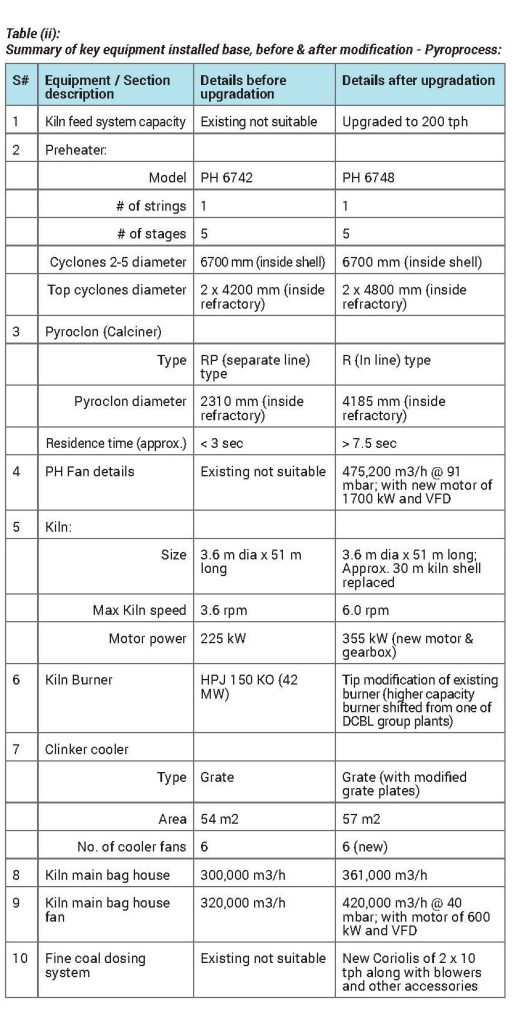
Taking in to account the existing kiln size and its maximum potential and also considering the layout feasibility in upstream and downstream sections such as Preheater and Cooler sections, the following modifications were proposed and subsequently implemented after several rounds of technical deliberations with DCBL team.
- Kiln feed section has been modified partially to cater the capacity requirement of Preheater section. As part of modification, blending silo extraction gates were replaced with higher capacity and new bucket elevator is installed to feed material from silo bottom to kiln feed bin which is configured in Preheater building. Necessary modifications in material handling equipment such as Air slide etc. are incorporated.
- In preheater, the existing top cyclones were replaced with bigger size latest design twin cyclones keeping in view the capacity enhancement requirement and also to improve the overall collection efficiency of PH system.
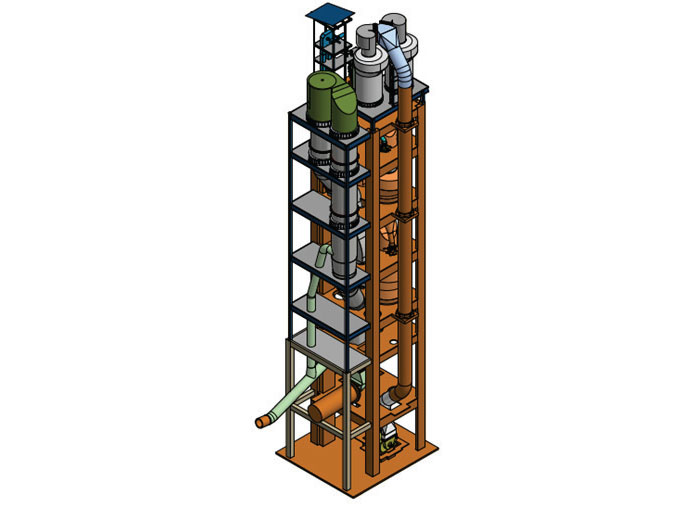
- A new bigger In-Line Calciner (PYROCLON-R with PYROTOP) is installed outside the PH building as shown in 3D drawing to increase the retention time at enhanced clinker production and also to take care of solid AF utilisation
- in future.
- KHD’s tubular calciner design aptly suitable for solid AF utilisation due to sufficient velocities, high retention time and good mixing of tertiary air in to gases from kiln stream. Besides the retention time in the calciner, turbulence is the most important criterion for assuring good fuel conversion. To create turbulence, the PYROCLON® calciner is equipped with the so-called PYROTOP® compact. This compact mixing chamber is installed at the reversal point of the calciner and ensures that there is perfect mixing at this point between the residual oxygen, the burning particles, pre-calcined meal and the waste gas. Theoretical studies and practical experience from converted plants prove the effectiveness of this mixing in, achieving better burnout and correspondingly lower CO emissions.
- KHD’s latest generation PYROBOX® calciner firing system is also installed for improved calcination. The PYROBOX® is a sturdy and simple solution for the combustion of pulverised or granular fuels like coal dust, petcoke or dried sewage sludge. The PYROBOX® enables a pre-mixture of fuel and meal. This ensures fast ignition on the hot material, direct heat transfer and therefore a more even heat profile in the calciner with benefits regarding improved combustion and refractory service time will be achieved. The special design of the PYROBOX® burners requires no additional primary air.
- In addition, custom made solutions such as new optimised dip tubes (immersion pipes with improved geometry), PH cyclones inlet area & height increase, raw meal pipes diameter increase along with compensators and flaps, meal inlet boxes with splash plates, kiln riser modification etc. are implemented considering plant specific conditions.
- A new bigger PH fan of suitable specifications is also installed with motor and VFD to take care of enhanced clinker production.
- To increase kiln speed, a new kiln main gearbox is also installed with suitable reduction ratio. The suitability of kiln critical components has been checked for
- higher clinker production through detailed stress analysis matrix.
- By retaining the outer skeleton of existing grate cooler housing the complete moving grate has been replaced with new generation cooler plates along with new fans of adequate capacity.
- Fine coal dosing system is suitably upgraded with latest generation weighing & dosing systems (Coriolis feeders) for both kiln as well as calciner firing applications.
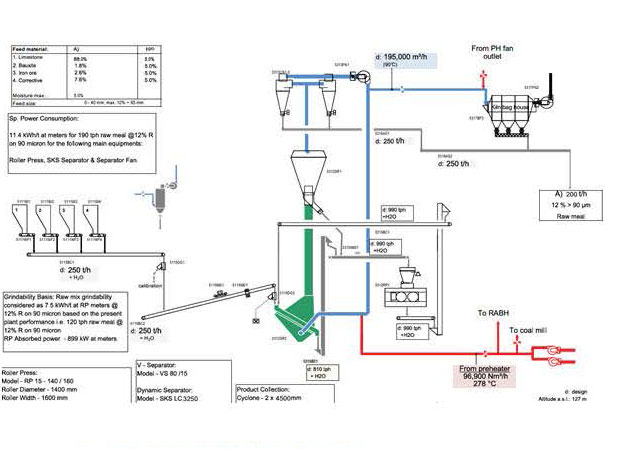
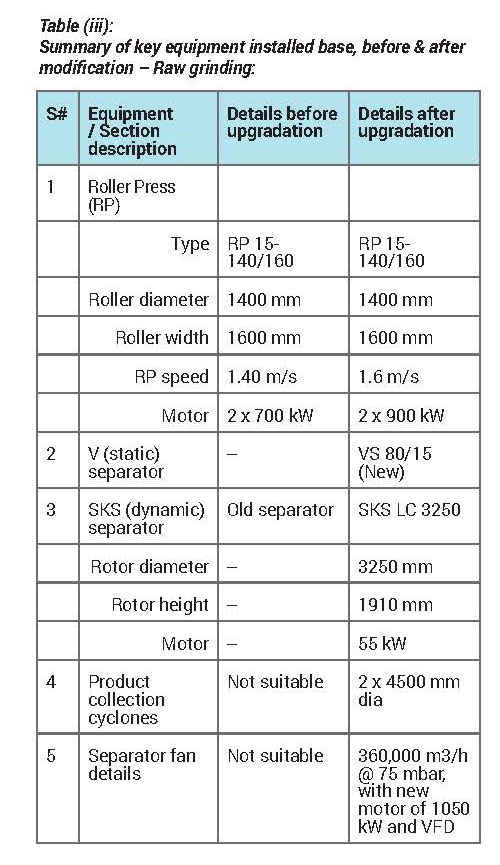
RAW MATERIAL GRINDING SYSTEM:
As the existing raw material grinding capacity is not adequate, following modifications are implemented to enhance the raw grinding capacity to cater the requirement of Pyroprocess system.
- Existing Roller Press (RP) speed has been increased from 1.4 m/s to 1.6 m/s by installing bigger motors of 2 x 900 kW. Also, existing RP hydraulics and ROLCOX® software are upgraded.
- New V-separator (static) for primary classification and drying purposes, and SKS-separator (dynamic) for final product classification are integrated with existing roller press in finish mode.
- For close circuiting of above machines, new bucket elevators are installed for handling and recirculation of V-separator and Roller press discharge material.
- Two set product collection cyclones are installed along with one SKS circulating fan.
- To handle increased gas volume requirement, the existing kiln bag house (BH) was upgraded to 361,000 m3/h and new bigger BH fan of 420,000 m3/h @ 40 mbar is installed.
- Performance after upgradation:
After implementation of above proposed modifications in meticulous manner, the overall performance of the plant is very much satisfactory and all the performance guarantees for both the sections have been achieved successfully. The snapshot of performance guarantee (PG) test results are summarised in below table.
All the performance parameters guaranteed as per contract are successfully demonstrated for specified PG test duration.
For KHD, it’s an immense pleasure to successfully revamp an old plant installed almost 35 years ago and to establish all the performance parameters which are quite close to the modern plants.
This success story is a perfect example on how an old plant can still be modernised subject to layout feasibility, with marginal capital expenditure to enhance productivity and also improve
energy efficiency. - Conclusion:
The scope for utilisation of existing equipment to its full potential is an area which can enhance not only the production but also provides additional benefits in terms of improvement in operational efficiency. KHD through its unique and customised modernisation solutions can improve the existing system productivity. The capacity enhancement by this concept will not only reduce the capital expenditure per ton of clinker produced but benefits can be materialised much earlier than an independent green field project. KHD as your partner is
always willing to extend support in modernising existing plants with state-of-art, environmental friendly technologies.
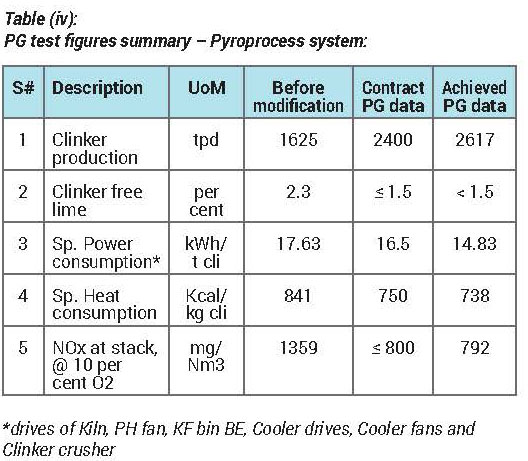
Gist of tangible gains achieved in Pyroprocess system after upgradation:
- Production increase of around 61 per cent from base line value.
- Specific heat consumption reduction by more than 100 kcal/kg clinker.
- Approx. 2.8 kWh/t cli saving in specific power consumption.
- Significant NOx reduction after conversion to PYROCLON® R type calciner
Gist of tangible gains achieved in Raw grinding system after upgradation:
- Production increase of around 68 per cent from base line value.
- 1.34 kWh/t raw meal saving in specific power consumption.
(Communication by the management of the company)










Concrete
Ramco Cements’ Hard Worker Campaign Wins Seven Awards
Campaign earns honours for direction, editing and cinematography


World Environment Day spotlight on innovation and circularity
On World Environment Day, the Indian cement industry reiterated its commitment to supporting India’s climate ambitions through sustainable manufacturing, resource efficiency and the adoption of cleaner technologies.
The Cement Manufacturers’ Association (CMA) said the sector remains aligned with the Government of India’s Net Zero commitments and is accelerating efforts to reduce its environmental footprint while supporting the country’s infrastructure and development agenda.

Parth Jindal, President, CMA and Managing Director, JSW Cement, said the industry is increasingly adopting cleaner technologies, improving energy efficiency and expanding the use of alternative fuels and raw materials. He also highlighted the growing importance of circular economy practices, where industrial by-products and waste streams from one sector are utilised as resources in another.
“The Indian Cement Industry is aligned to the Government’s commitments on carbon mitigation and is accelerating the adoption of cleaner technologies, resource efficiency and circular economy practices while actively exploring the potential of Carbon Capture, Utilisation and Storage (CCUS) as a critical pathway for deep decarbonisation,” said Jindal.
He added that coprocessing industrial waste and by-products helps conserve natural resources, reduce disposal requirements and lower the environmental footprint across multiple sectors.
According to Jindal, sustainability is no longer limited to manufacturing processes but is increasingly influencing investment decisions, innovation strategies and long-term growth plans within the industry.
Echoing similar views, Dr Raghavpat Singhania, Vice President, CMA and Managing Director, JK Cement, said sustainable development extends beyond emissions reduction and must also focus on responsible resource utilisation and waste minimisation.

“Sustainability in the built environment cannot be measured by emissions alone. It is equally about how efficiently we use resources, how effectively we minimise waste and how responsibly we create the infrastructure that will serve future generations,” said Singhania.
He noted that the cement industry is advancing its sustainability agenda through greater resource efficiency, increased circularity, technological innovation and continuous improvements in manufacturing practices. As a key contributor to India’s infrastructure development, the sector has a critical role to play in balancing economic growth with environmental responsibility.
On the occasion of World Environment Day, industry leaders reaffirmed their commitment to supporting India’s climate goals while delivering the materials required for resilient, durable and sustainable infrastructure.



Ramco Cements’ Hard Worker Campaign Wins Seven Awards

Cement Makers Reaffirm Commitment to Sustainable Growth

Building a Greener Future Together

JK Lakshmi Advances LC3 Cement Expansion

Burnpur Cement Reports Standalone Net Loss Of Rs 207.4 Million
Ramco Cements’ Hard Worker Campaign Wins Seven Awards
Cement Makers Reaffirm Commitment to Sustainable Growth
Building a Greener Future Together
JK Lakshmi Advances LC3 Cement Expansion
Burnpur Cement Reports Standalone Net Loss Of Rs 207.4 Million
-

 Concrete3 weeks ago
Concrete3 weeks agoDalmia Bharat Acquires Jaiprakash Associates Cement Assets for ₹2,850 Crore
-

 Concrete4 weeks ago
Concrete4 weeks agoPROMECON introduces infrared-based tertiary air measurement system for cement kilns
-

 Concrete2 weeks ago
Concrete2 weeks agoCovestro Showcases AI Material Solutions at COMPUTEX
-

 Concrete2 weeks ago
Concrete2 weeks agoVenus Pipes Commences Fittings Plant And Expands Seamless Capacity