
Concrete
Cement Beyond Carbon

Ashok Kumar Dembla, President & MD and Deepti Varshney, General Manager – Tendering, KHD Humboldt Wedag, outline how next-generation technologies, alternative materials and carbon management strategies can help India’s cement industry move beyond efficiency-driven decarbonisation toward a truly Net Zero future.
The cement industry, crucial for global and Indian infrastructure, contributes 7-8 per cent of global CO2 emissions. India, the second-largest producer, faces rising cement demand with ongoing infrastructure growth. While energy efficiency and the Perform, Achieve and Trade (PAT) scheme have driven progress, achieving net-zero requires more than efficiency alone. Reducing emissions is vital for sustainability and aligning with the Paris Agreement’s 1.5–2?°C goals. The transition to net-zero also spurs innovation, R&D, sustainable product markets, green investments and job creation, combining growth with environmental protection. As a committed partner, KHD evaluates current emissions, explores low-CO2 technologies, and considers economic and policy factors to help the cement industry reach net-zero targets.
Targets and challenges
The cement industry is a significant source of global CO2 emissions, with clinker production alone releasing 0.6–0.8 tonnes per tonne of clinker, depending on technology and energy efficiency. Grinding contributes less—about 0.1–0.3 tonnes per tonne of cement—impacted by energy sources and use of supplementary materials (SCMs).
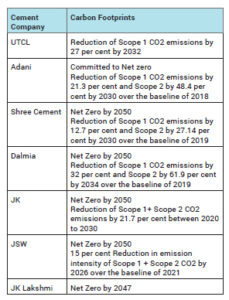
Global cement emissions rose from 0.57 billion tonnes in 1990 to 2.9 billion tonnes in 2022, led by China, India, Europe, and the US India’s 480-million-tonne clinker capacity emits roughly 240 million tonnes of CO2, considering utilisation and efficiency gains. Without strong action, IEA projects cement could reach 13 per cent of global CO2 by 2050, emphasising the urgency of emission reduction. Looking into the scenario the global initiatives are on the peak be it the Paris Agreement and NDCs, Carbon Pricing and Emissions Trading Systems (ETS), Mission Innovation – Cement Challenge or the Global Cement and Concrete Association (GCCA)Sustainability Charter. Few of Indian cement companies are members of GCCA and committed to road map of Net Zero by 2050. Based on the targets set the companies have already taken advance steps to sustain their commitment of net zero.
Low CO2 emission technologies
GCCA and TERI have mapped the roadmap for the Indian cement industry based on the various available and viable measures which can help to achieve the Net Zero goal.
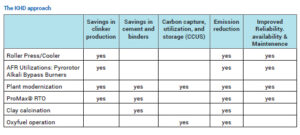
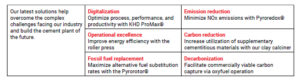
The methods involve using alternative raw materials and fuels, incorporating carbon capture, utilisation and storage (CCUS) techniques, as well as exploring carbon offsetting and sustainable practices. Additionally, advancements such as alkali-activated cements and the utilisation of alternative raw materials play significant roles in reducing the overall carbon footprint of cement production. These technologies present a promising avenue to reconcile cement production with environmental stewardship and climate change mitigation effort. The KHD approach is well aligned with the global as well as India initiatives. The solutions provided and the impacts are captured in the matrix.
a) Carbon capture, utilisation and storage
The benefits of Carbon Capture, Utilisation, and Storage (CCUS) in the cement industry are substantial. One of the primary advantages is the ability to transform CO2 from a pollutant into a valuable resource. By using CO2 to produce construction materials, the industry can advance towards a circular economy, minimising waste and optimising resource utilisation. Additionally, incorporating CO2 into cementitious products enhances the overall sustainability of the industry. However, several challenges need to be addressed.
The development of CCUS technologies is crucial to improve their efficiency and reduce costs, making them more accessible for widespread adoption. One such establishment is KHD oxyfuel Technology. KHD Humboldt Wedag’s Oxyfuel Kiln Technology is an advanced solution for sustainable cement production, enabling a concentrated CO2 stream of up to 85 per cent, which greatly facilitates carbon capture. By recirculating exhaust gas enriched with oxygen, the system ensures optimal fuel oxidation while significantly reducing fuel consumption. This technology can be retrofitted to existing kiln plants, offering substantial savings in both CAPEX and OPEX for carbon capture installations. Successful implementation requires tight sealing technologies and specific cooler adaptations, ensuring high efficiency and reliability. KHD’s Oxyfuel Technology empowers cement plants to achieve lower emissions without compromising operational performance.
b) Alternative raw materials and alternative fuels
Using alternative raw materials like fly ash and slag, which are by-products, helps reduce energy consumption and lower carbon emissions during cement production. Natural pozzolans and calcined clays provide environmentally friendly substitutes for clinker, further minimising CO2 emissions. Additionally, alternative fuels such as biomass and waste-derived fuels are renewable sources that decrease reliance on fossil fuels and address waste management challenges.
These alternatives collectively contribute to sustainable and greener cement manufacturing, effectively addressing environmental concerns and promoting circular economy principles. Incorporating alternative raw materials and fuels into cement production mitigates the industry’s environmental impact by decreasing reliance on traditional resources, lowering energy consumption, reducing CO2 emissions, and promoting circular economy practices through the utilisation of waste materials. Furthermore, this approach aligns with the industry’s sustainability goals, contributing to a more environmentally responsible cement manufacturing process. However, appropriate processing, quality control, and regulatory compliance are essential to ensure the successful integration of these alternatives into cement production.
c) Carbon offsetting and sustainable practices
Carbon offsetting lets cement companies compensate for unavoidable CO2 emissions by funding verified projects—like reforestation, renewable energy, or efficiency initiatives—that remove or avoid an equivalent amount of greenhouse gases. Sustainable cement production focuses on reducing emissions at source through better resource use and cleaner inputs: replacing clinker with SCMs (fly ash, slag, calcined clays), co-processing biomass and alternative fuels, recovering waste heat from kilns, and adopting more efficient kiln and grinding technologies. Together these measures lower CO2 intensity, cut energy use, ease pressure on raw materials, and buy time for longer-term solutions such as electrification and CCUS.
KHD has various options of using alternative raw materials and fuels into manufacturing process. KHD’s Flash Tube Calciner delivers exceptional performance in clay calcination, offering the highest heat efficiency and superior process control. It ensures excellent product quality, precise colour consistency and reliable operation under all conditions. The system is capable of utilising a wide range of alternative fuels, providing flexibility and sustainability. All components are well-proven within KHD’s portfolio, backed by decades of operational experience and reliability.
Another sustainable practice involves responsible sourcing and supply chain management. By ensuring that raw materials are ethically sourced and supply chains adhere to sustainable practices, the industry minimises its ecological footprint and upholds social responsibility.
d) Innovative approaches and emerging technologies
Innovative approaches and emerging technologies in cement production are pivotal in revolutionising the industry towards sustainability. Alkali-activated cements, utilising alternative raw materials, and biomass co-processing are at the forefront. Alkali-activated cements significantly reduce CO2 emissions by operating at lower temperatures. Alternative raw materials like fly ash and slag mitigate the environmental impact by substituting clinker. Biomass co-processing not only offers an alternative fuel source but also manages waste. Moreover, electrification, CCU, and novel production techniques including biomimicry and bioinspired cementitious materials promise a more eco-friendly and efficient future, essential for achieving a sustainable cement sector.
Prospective advancements
Emerging trends in cement are converging on sustainability and tech-driven efficiency: scaling carbon capture and storage, low-clinker solutions (eg: calcined clay), electrification powered by renewables, and digital optimisation via AI/IoT are cutting emissions and energy use, while circular practices, waste-heat recovery, and life-cycle assessments improve material and resource efficiency. Advanced innovations — from nanotechnology to additive manufacturing and hybrid integrated plants — are enhancing performance and enabling new construction methods. As a technology provider, KHD plays a vital role across these steps, supplying the equipment and solutions needed to manage carbon and drive the industry toward a low-carbon future.
Blueprints for a Net Zero carbon sector
By fostering active collaboration among governments, industry players, research institutions and communities, the cement sector can transition smoothly to low-carbon production: implementing the table’s recommendations will enable adoption of low-CO2 technologies, alternative raw materials and fuels, and targeted measures to overcome barriers such as high costs and regulatory gaps. Collective innovation, coordinated financing and policy support will drive pilots into scaled deployment, reduce emissions at source and position the industry as a pivotal contributor to global climate action while setting a sustainability precedent for other sectors.
A phased CO2 roadmap from 2024–2050 structures this shift: the Foundation phase (2024–2030) focuses on policy design, finance mobilization, technology pilots and public awareness to create the enabling environment; the Acceleration phase (2031–2040) scales up renewables, decarbonizes logistics and industry heat, and deploys CCUS demonstrations at scale; and the Net Zero Transition phase (2041–2050) targets aggressive emission reductions, widescale negative-emissions solutions and international cooperation to achieve net-zero outcomes by 2050.
Conclusion
The roadmap presents a clear, practical path to decarbonize the historically carbon-intensive cement industry, stressing urgency as infrastructure demand grows. It highlights key levers — CCU/CCS, renewables, alternative raw materials and fuels, and efficiency upgrades — and showcases KHD’s solutions at every step. While policy support, finance, and economic viability are essential, technical, infrastructure and social challenges remain; overcoming them will require coordinated action, knowledge sharing, and innovation. Adoption of these measures can steer the sector to a resilient, Net Zero future.
ABOUT THE AUTHOR:
Ashok Kumar Dembla, President and Managing Director, KHD Humboldt Wedag, holds over 40 years of experience in the cement industry and has led plant operations, projects, and global partnerships.
Deepti Varshney, General Manager, KHD Humboldt Wedag, is an environmental management professional with expertise in leadership, project management, and business development.















Merlin Prime Spaces Acquires 13,185 Sq M Land Parcel In Pune

Adani Cement and Naredco Partner to Promote Sustainable Construction

Operational Excellence Redefined!

World Cement Association Annual Conference 2026 in Bangkok

Assam Chief Minister Opens Star Cement Plant In Cachar
Merlin Prime Spaces Acquires 13,185 Sq M Land Parcel In Pune
Adani Cement and Naredco Partner to Promote Sustainable Construction
Operational Excellence Redefined!
World Cement Association Annual Conference 2026 in Bangkok







