
Concrete
Pyroprocessing and Kiln Operation

Dr SB Hegde, Visiting Professor, Pennsylvania State University, United States of America, talks about pyroprocessing and the role of preheater, rotary kiln and clinker cooler in the cement manufacturing process. In this two-part series, we will learn all the various factors that aid pyroprocessing.
The composition of Ordinary Portland Cement (OPC) has remained largely the same since the last century and similarly the production process and the chemistry is almost the same. What changed is considerable technological upgradation in the equipment and software for cement manufacture. As a result, more than 12000 tonne per day clinker production from a single kiln has become a reality with latest state of the art fuzzy logic, on line monitoring, advanced operating system with latest data analytics etc. The manipulation and human intervention are relatively reduced, which has resulted in consistent operation, consistent quality parameters both in semi-finished and finished products.
Pyroprocessing in a cement plant comprises a preheater, rotary kiln and clinker cooler. Pyroprocessing section is the heart of a cement plant as actual cement clinker production takes place in kilns. The size of a cement plant is determined based on the pyroprocessing section and the sizes of all other equipment are determined to match pyroprocessing. Cyclones are basic units in a preheater system. Pressure drop and change of temperature of gas across each stage determines the efficiency of cyclones. Introduction of Low Pressure drop (LP) cyclones has brought the pressure drop across each stage to around 50 mm WG from around 150 mm WG in conventional cyclones. This has resulted in more and more plants adopting 5 or 6 stages of preheater. A typical 6 stage preheater with LP cyclones will have a preheater exhaust gas temperature of around 250°C and draught of around 500 mm WG. This in turn led to decrease in preheater fan power consumption.
The reduced temperatures at preheater exhaust contribute to environmental improvement. Cyclone separators are used in preheaters on cement plants to separate the raw material for gases. A very tall preheater means more power is required to operate the plant.
It is always desired for a minimum preheater height to operate the plant economically. Due to the preheater arrangement and layout design cyclones decide the height of the preheater. Pressure drop-in cyclones play an important role in determining the cost of operation of cyclone separators. High pressure drop means more power required to operate the cyclone.
Main KPIs of Clinkerisation
Production rate, ton per dayRun time factor in percentage Specific Heat Consumption in kcal/kg-clinkerSpecific Power Consumption in kwh/ton-clinkerSpecific Cooling Air in kg-air/kg-clinkerSpecific brick Consumption in grams/ton-clinker
The overall process of conversion from raw meal to clinker being endothermic demands a theoretical heat of about 380-420 kcal/kg-clinker. However, the rest of the specific heat consumption as tabulated above constitutes heat losses from preheater exhaust gases, clinker, cooler exhaust gases, preheater dust and radiation losses. Heat loss distribution across different elements can be established through heat balance and process audit of the pyro section. Fuels used commonly to provide heat for the conversion processes are coal, pet coke, and alternate fuels. Alternative fuels like pet rubber tyres, municipal wastes, clinical wastes, greases, rice husks, ground nut husks etc. These materials are being used to become cost effective and to fulfil the condition of Pollution Control Boards while granting the consent to establish and consent to operate the cement plants.
Kiln Operation Guidelines
Based on my experience in cement plant operation, I have jotted down in this paper the important parameters to be maintained for achieving better kiln reliability factor, optimal cost and better quality of clinker production. Cement kiln operation is an ‘art’ once mastered.
Kiln Speed should be such that volumetric loading is within the range 10-15 per cent and heat transfer is maximised. Precalciner kilns generally rotate at 3.5-6 rpm. Under normal conditions, the kiln should be run with as high rpm as possible. Higher kiln rpm improves clinker mineralogy and grindability. Speed control is used to take care of usual kiln disturbances like coating fall down with the other controlling parameters like, fuel rate, preheater fan rpm and kiln feed rate.
Fuel Rate is frequently used as a controlling parameter in kiln operation. Fuel is regulated in the kiln and pre-calciner to maintain required temperature. Oxygen (O2) and carbon monoxide (CO) must be considered first before increasing fuel rate.
Feed Rate is generally maintained in a stable kiln operation. When the control actions, like kiln speed, fuel rate and air control fail or are expected to be insufficient to control kiln disturbance, feed rate is changed as required.
Preheater Fan Speed is varied to fulfil air requirement in kiln system and maintain oxidising conditions in kiln. ID fan speed is not changed frequently in normal kiln operation, unless feed or fuel changed significantly.
Kiln Inlet Analyser gas composition reveals the process (kiln) stability and combustion efficiency. With a good flame in kiln O2 at kiln inlet will be about 1-2 per cent and CO less than 200 ppm, while as it has been observed that an unstable flame may yield in excess of 500 ppm CO with even 3 per cent O2.
Nitrogen oxides (NOx) measurements at kiln inlet gives an early indication of changing burning zone temperatures conditions, before it is reflected in kiln torque trend. It is important to mention that the kiln inlet gas analyser probe position should be inside the kiln to avoid leakage air through the inlet seal to be sucked with sample gas. PC-Gas Analyser is generally installed in the outlet duct from the bottom cyclone to avoid frequent jamming of gas filter due to high dust load in PC outlet duct. Oxygen level should be between 0.5-1.5 at CO less than 100 ppm.
Preheater Outlet Analyser: In preheater down-comer analyser serves both purposes, to measure leakage across the tower and the overall combustion conditions in kiln system. Moreover, it serves as a safety equipment for all critical equipment in upstream gas circuits like ESP, Bag house etc. Oxygen content of 1.5 to 2.5 per cent is considered good at a preheater outlet. Prompt action is recommended if CO increases more than 0.5 per cent.
Lower Cyclone Temperature is considered most important and stable temperature in preheater to control pre-calciner fuel rate. It is generally maintained manually or by PID loop in the range of ±10oC, in the range 850-900oC to ensure calcination between 90 per cent to 95 per cent.
Burning Zone Temperature is monitored by radiation pyrometer. Maintaining constant burning zone temperature means, clinker of constant quality and grindability from a consistent kiln feed. Radiation pyrometer gives a relative value of temperature on the basis of visibility (colour) in the burning zone and can be used as a decisive parameter in stable kiln operation.
Secondary Air Temperature should be as high as possible. It reflects the stability of clinker bed in cooler and the heat recuperation from hot clinker. The higher the best, in the range of 800-1050oC.
Cyclone Cone Drafts: In operation of the kiln, it is a lifeline to monitor all preheater drafts, particularly cyclone cone drafts. Cone drafts in preheater cyclones give an important indication of cyclone jamming along with the other parameters like temperature.
Kiln Back End Temperature indicates the overall stability of kiln operation. It is generally maintained very closely. Variation in kiln back-end temperature indicates either change in burning zone or a change in calciner, hence is of pivotal importance to infer both areas of interest. Back-end temperature is normally maintained at 105oC. Flame shape will determine the flame length and therefore, burning zone length. Flame should be as short as possible, but care should be taken to avoid thermal abuse of refractory due to shorter and one-sided flames.
Kiln Hood Draft should be slightly negative and must be maintained closely between 0 to -2 mm H2O preferably by PID control loop with Cooler vent fan speed. More negative will increase cold air leakages into the kiln through outlet seal and hood, while positive pressures are unsafe.
Cooler Bed Height and Undergrate Pressures: Maintaining constant clinker bed height is a key to stable cooler operation. Undergrate pressure reflects bed resistance and changes with clinker size. To maintain constant Undergrate pressure cooker speed is varied manually or in auto-mode by PID control loop. Constant bed height ensures stable secondary and tertiary air temperatures.
Cooling Air Quantity is maintained to ensure cooling of clinker and heat recuperation from hot clinker from kiln. Specific air usage is generally considered as a key performance indicator of a cooler. New generation coolers can cool the clinker to temperatures as low as 65oC over ambient with a specific air consumption of 1.7 kg/kg-clinker. Generally cooling fans are designed at 2.7 kg-air/kg clinker.
Kiln Torque Load It is a very good indication of the burning zone state, accurate at 70 to 80 per cent of the time. It does not give any major indication for planetary cooler kiln as the load is not always uniform.
Some Important Components of Modern
Kiln System
Main components of kiln system are:
Preheater: Preheaters as name implies serves the purpose of heating raw meal to a temperature where calcination or dissociation of CO2 begins in calciner. Preheater consists of 4-6 low pressure cyclones one over the other. Number of cyclones depends on the natural humidity (moisture) in raw materials, in other words the drying capacity required to dry out raw materials in a raw mill. Five or six stage preheaters are commonly existing in cement plants.
In order to increase heat utilisation in the kiln system, six stage cyclones are as well installed in many cement plants. However, increasing cyclone stages beyond six does not look economic any more, as the quantum of heat saving is not significant to justify it, moreover the increased pressure drop across preheater outbalances the improvements due to additional cyclones.
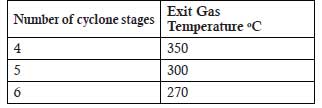
Preheater Exit Gas Temperature (EGT): Preheater exit gas temperature depending on multiple many factors, however the range for 4, 5 and 6 stage cyclone preheater is tabulated below for reference:
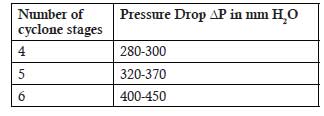
Pressure drops in Preheater ΔP: With the evolution of low-pressure cyclones, it became feasible to go from 4-stage cyclone preheater to 6-stage preheater and harvest more heat in the kiln section. For reference are tabulated the pressure drop values across the 4, 5 and 6-stage preheater.
Brick Lining of Cyclones: All preheater components need to be lined from inside with appropriate refractory to save shell/components from heat and to hold heat inside for process use. Refractory castable, bricks and insulation bricks are used in preheaters.
Calciner. Calciner is meant for decomposition of carbonates into reactive oxide calcium oxide. Calcination is an endothermic process and needs heat energy of about 420 kcal. Raw meal is taken in the calciner from the last but one stage of the preheater. Heat for calcination is supplied through secondary firing in the calciner and combustion air is taken from the cooler through tertiary air duct. Various configurations of calciner are existing in modern kiln systems.
Development of calciner have been very significant in multiple in cement industry like:
Burning is more uniform and hence clinker produced is also uniform in quality.Raw meal need not be ground as fine as required for kilns carrying calcination duty.Fuels poorer in quality can be burnt.Raw materials high in alkalies and chlorides could also be used.Throughput capacity of kiln increases 5 times.
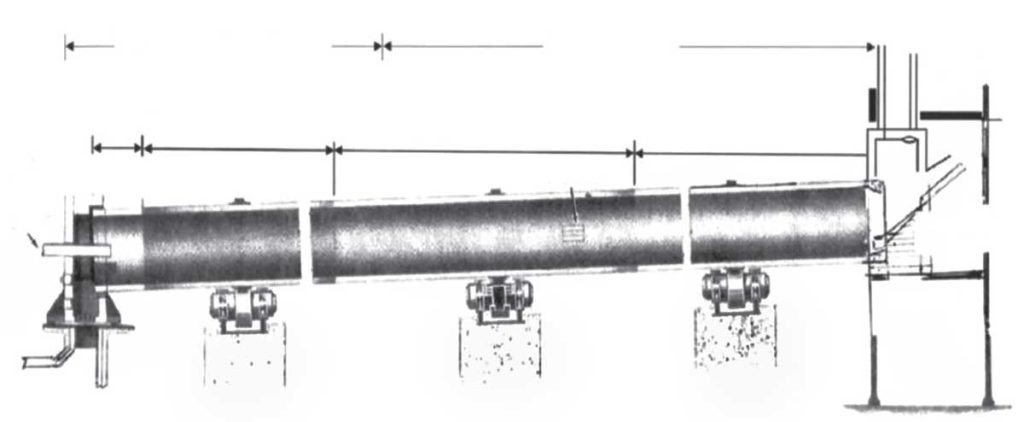
Rotary Kilns: Rotary kiln is a rotating cylinder, installed at an inclination of 3.5 to 4 per cent to facilitate material movement. Length and diameter of kiln is decided for the required capacity throughput. Main factors dictating size of kiln are the retention time (25-30 minutes) of material in kiln, degree of filling (10 to 17 per cent) and thermal loading of burning zone (2.8-4.8 x 106 kcal/h/m2).
Precalciner kilns are shortest in length, as 90 to 95 per cent calcination is completed outside the kiln. L/D of three tyre kilns is between 14-17 and for new kilns like ‘Rotax kiln’ it is only 12-13. Kilns are commonly supported on three supporting stations. Each supporting station has 2 rollers and 4 bearings. All rollers are mounted on one fabricated bed plate. Tyre rests on rollers which have an angle of about 30 degrees at the centre of the kiln. Kiln is lined with refractories bricks of 150-250 mm thickness, depending on the diameter of kiln. Basic bricks are preferred in the burning zone; however, 75 per cent alumina bricks are still used for cost consideration. Rest of the kiln is lined with ~ 45 per cent alumina bricks.
Kiln Components
Inlet and outlet seals to prevent cold air ingression in the kiln system.Hydraulic thruster arrangement to prevent slipping of kiln downhill, and to ensure proper floating of kiln.Kiln Drive to rotate the kiln at required speed.Auxiliary Drive for start-stop, maintenance and emergency cooling in case main drive stops/trips.Kiln Burner to insert coal, oil or gas into kiln from the kiln hood. Multichannel burner is used to have a control on flame geometry and use minimum primary air.Nose ring fans to cool kiln outlet tip casting plates nose of kiln.Shell cooling fans are used to cool the shell, to promote coating formation in kiln burning zone areas.
Cooler
Clinker cooler serves two main objectives of cooling clinker from temperature of about 1350oC to the temperature (65-150 0C), where it can be handled by conveyors like pan conveyors, chain, elevators etc. and heat recovery from hot clinker coming out of the kiln. A huge development has happened in clinker coolers designs and types as well. Grate cooler with a take-off for precalciner is generally required for precalciner kilns. Cross bar coolers are used in new plants to achieve cooling efficiencies (>70 per cent) and less maintenance burden. New coolers are designed for the capacity to be handled with the loading of 40-55 tpd of clinker cooled/m2 of grate area. Cooling air requirement is generally designed at 2.2-2.5 nm3/kg-clinker. Either hammer crusher or roller crusher is used to break lumps of clinker before coming out from the cooler. Water spray or air to air heat exchanger is used to cool down cooler vent air before dedusting in ESP or bag filter.
- How to Check or Control Heat Consumption?
Based on my experience the following points should be observed, checked and optimised on day-to-day basis:
Prepare a consistent raw mix: Raw mix characteristics (fineness, quartz content, etc…) and its consistency have an impact on heat consumption. Clinker quality (C3S target) has to be optimised too. - Control oxygen levels in kiln and preheater: While an oxidising atmosphere in the kiln is necessary for a good combustion, the oxygen level has to be minimised. Limiting false air in the kiln line is also beneficial to minimising heat consumption. Reliable gas analysis systems are paramount to master it.
- Optimise fuel combustion: Burners have to be adapted to the type of fuel used by the plant and must be operated within specific parameters (specific impulse and swirl).An oxidising atmosphere is obtained by an adequate draught and a good preparation of the fuel (fineness for solid fuels or atomisation for liquid fuels.
- Master kiln stability: Consistency of kiln feed and fuel dosing is necessary to master combustion. This can be confirmed by clinker free lime results and consistency. A process control system when used appropriately helps minimise heat consumption.
- Optimise cooler efficiency: Optimised airflow distribution, good clinker distribution and size as well as maximised clinker bed depth in the cooler have a beneficial impact on heat consumption; in addition, control loops monitored by a control system optimise operation.
- Master pre-heater and calciner operation: Minimising gas by-pass (flap valves), optimising meal distribution (splash boxes), good material / gas distribution (cyclones efficiency) and managing build-ups are key factors to master pre-heater operation, as well as calciner operation (when there is one).
- Optimise kiln throughput: Operating a kiln at maximum stable throughput minimises heat consumption; identifying current bottlenecks is critical to understand margin for control.
- Maximise kiln reliability factor: Heat consumption is positively impacted by clinker line reliability; reporting all kiln incidents and analysing them during regular team meetings are critical to improve reliability.
- Minimise wasted cement kiln dust or kiln dust loss: Wasted cement kiln dust and kiln dust losses should be monitored and minimised within the clinker quality and kiln process constraints.
- Apply operating procedures with skilled CCR: Operators procedures to start up and shut down the kiln, to manage small kiln stops or to control kiln instabilities have to be written and applied. Kiln operators’ qualification can be improved through skills and knowledge improvement programmes.
Positioning of the Burner
The optimum position depends on many factors. In earlier days, it was a common practice to point the burner a little bit down compared to the kiln axis, in the direction of the charge. This was primarily done to compensate for the tendency of the flame to go upward due to convection and entrainment by the secondary air.
Today, with modern high momentum burners, this is no longer recommended. The jet momentum being stronger, if you point the burner toward the charge, the risk is that the flame will touch the charge. The local reducing conditions would increase Sulphur circulation and increase the risk of coating and blockages in the preheater. Consensus is that high momentum burners should be placed parallel to the kiln axis.
Basic positions would be on the kiln axis, but the burner can also be shifted sideways (still parallel to the kiln axis). Some recommend shifting the burner horizontally away from the charge when using coarse waste fuel to limit the risk that coarse particles would fall into the charge. Similarly, if you use only fine, easy to burn fuel, the burner can be shifted toward the charge to improve heat exchange. As radiation is the primary heat exchange mechanism, the effect is however limited.
Concerning insertion depth, in theory, the further inside is the better. This is to get away from the perturbation of the change of direction of the secondary air and to improve the precooling zone to avoid snowmen in the cooler. There is however a limit due to the length and related weight of the burner and the risk of damage by big pieces of coating falling on the burner. Usual insertion depth would be 50cm-1m inside the kiln. But many kilns operate with the burner just at the limit of the kiln (0cm). Having the burner outside the kiln is generally not recommended.
The burner is usually set at a small angle to the kiln axis and slightly directed on to material. It must be remembered that the material is being cooled by the stream of secondary air flowing over it provided no overheating effects take place in the material; it is thermodynamically desirable to let the flame sweep over it. To prevent the material is getting too hot in to the cooler the final area of the kiln outlet is used as cooling zone, the point of burner is therefore normally pushed forward into the kiln for a distance (0.5 – 1.25 m) in practice it’s found that a very short flame is most suitable for kiln operation in the other hand a very short flame should be used only if a sufficiently thick material crust has been formed.
Significance of Degree of Calcination Percentage (DOC)
The burning of fuel, as well as the residence time of solids depends on the gas flow rate. The calculated gas time varies according to the calculator, from 1.4 to 1.7 seconds, systems with tertiary air flow up to 4 to 5 seconds in total or hybrid flow systems.
Some calciners induce a cyclonic or rotational movement in the gas flow inside the calciner, giving the solids a significantly longer residence time. That is extremely favorable so that a high degree of calcination is obtained, since most of the larger particles will be calcined. If higher calcination rates are reached during the operation, guaranteed kiln production can be exceeded.
The level of calcination will depend mainly:
- temperature inside the calciner
- residence time of the raw meal in the system
- solid gas separationdust circulation effect
- kinetic behavior of raw materials
The calciner system is normally projected for a minimum cancellation rate of 85 per cent being defined by the following equation:
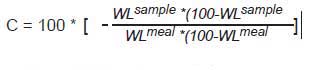
- C = calcination rate percentage
- WLsample = weight loss in fire (calcined meal)
- WLmeal = weight loss in fire (raw meal)
It is extremely important to understand the concepts of the degree of true calcination and the degree of apparent calcination. Degree of True Calcination is obtained when the calcination process was complete, that is, all calcium carbonate (CaCO3) was dissociated into free lime (CaO) and carbon dioxide (CO2).

waste, clinical waste, rice husk, ground nut husk, etc.
can make pyroprocessing cost effective and help fulfil
the conditions of the Pollution Control Board.
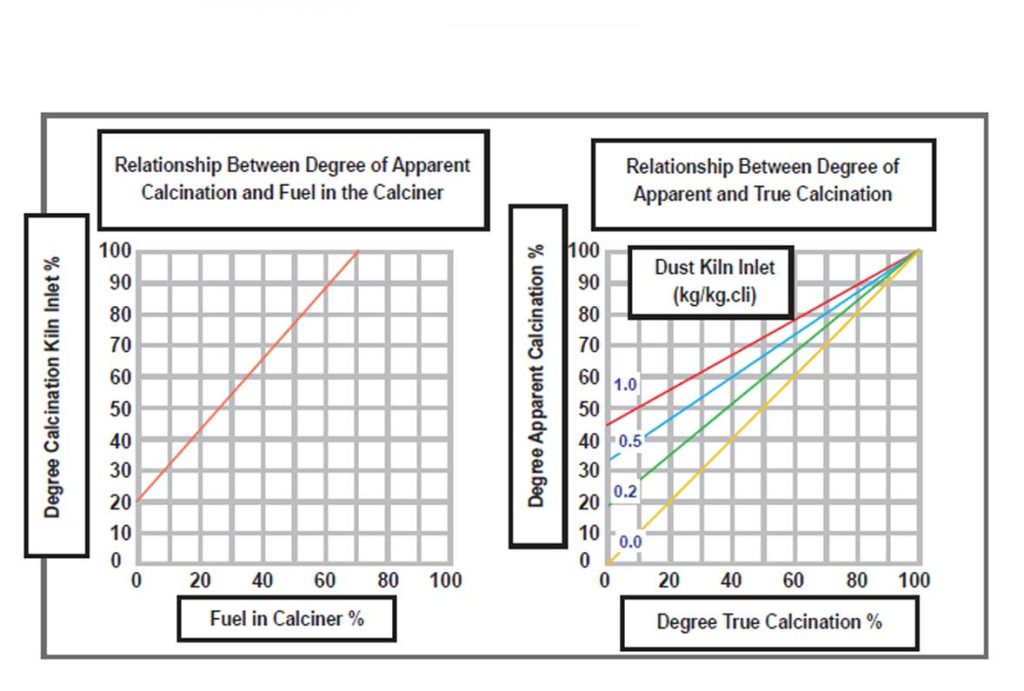
According to this definition, we can consider two extreme cases:
Raw meal – degree of calcination = 0 per cent (weight loss in fire = 35 per cent)
Clinker – degree of calcination = 100 per cent (weight loss in fire = 0 per cent)
In this practice, we never managed to determine the true degree of calcination due to the method of collecting a sample of calcined meal extracted from the cyclone feed chute of the last stage.
As there are dust cycles in the area between the kiln, kiln inlet, gas rise duct and lower cyclone, this sample contains a certain amount of dust that was already present inside the kiln, therefore being ‘contaminated.’ This means that the collected sample contains both powders calcined by the calciner as well as extremely calcined and recycled powder from the kiln. Therefore, the degree of calcination determined with the collected sample was always to have a higher degree of calcination than with the freshly decarbonated hot meal from the calciner.
In conclusion, the degree of calcination determined according to the sample of hot meal collected in the cyclone chute feed the last stage is not a true degree of calcination plus something we call the Degree of Apparent Calcination. This means that the higher the concentration of dust near the kiln inlet area, depending on the number of dust cycles, the greater the degree of apparent calcination.
Whatever the type of calcination used, that is, a separate calciner or a calciner in-line with the kiln, it is mandatory to use a fan to process induction of the system (ID Fan), that is, the combustion gases together with carbon dioxide released in the calcination. On the other hand, in order to obtain an effective control over the secondary and tertiary air flows a control device must be used in at least one of the suction branches, for example, in the tertiary air duct.
For efficient heating of the preheater, a damper installed in the tertiary air duct prevents fresh, cold air from being diverted to the main kiln flame. However, the most important task of this damper is to obtain effective control of the oxygen rate necessary for complete combustion of fuels fed to the calciner Another form of secondary and tertiary air flow control is to install a restriction damper, normally installed in the gas riser duct. This equipment developed by some manufacturers has been used in several factories but costs more than a gate in the tertiary air duct.
ABOUT THE AUTHOR

Dr SB Hegde is currently a ‘Visiting Professor’ of Pennsylvania State University, United States of America. He has more than 30 years of experience in cement manufacturing both in India and abroad. He has occupied the ‘Leadership positions’ in reputed major cement companies both in India and overseas. He is also a recipient of ‘Global Visionary Award’ instituted by Gujarat Chambers of Commerce and Industry, Ahmedabad in 2020.












Concrete
NDMC Rolls Out Intensive Sanitation Drive Across Lutyens Delhi
Municipal body intensifies cleaning and monitoring across the capital

Concrete
UltraTech Appoints Jayant Dua As MD-Designate For 2027
Executive named to succeed current managing director in 2027

Concrete
Merlin Prime Spaces Acquires 13,185 Sq M Land Parcel In Pune
Rs 273 crore purchase broadens the developer’s Pune presence



RAHSTA Roundtable Sets Agenda for Smarter, Safer Highways

CTS Roundtable Charts Tech-Led Roadmap for Construction

NDMC Rolls Out Intensive Sanitation Drive Across Lutyens Delhi

UltraTech Appoints Jayant Dua As MD-Designate For 2027

Merlin Prime Spaces Acquires 13,185 Sq M Land Parcel In Pune
RAHSTA Roundtable Sets Agenda for Smarter, Safer Highways
CTS Roundtable Charts Tech-Led Roadmap for Construction
NDMC Rolls Out Intensive Sanitation Drive Across Lutyens Delhi
UltraTech Appoints Jayant Dua As MD-Designate For 2027







