
Concrete
Innovative AFR
Asok Kr. Dikshit, Richa Mazumder, Sanjeev Kr. Chaturvedi and Lok Pratap Singh, National Council for Cement and Building Materials (NCB), discuss the themes of sustainable development in India’s cement sector, in the concluding section of a three-part series.
Studies carried out in NCB in the area of raw material substitution are discussed below:
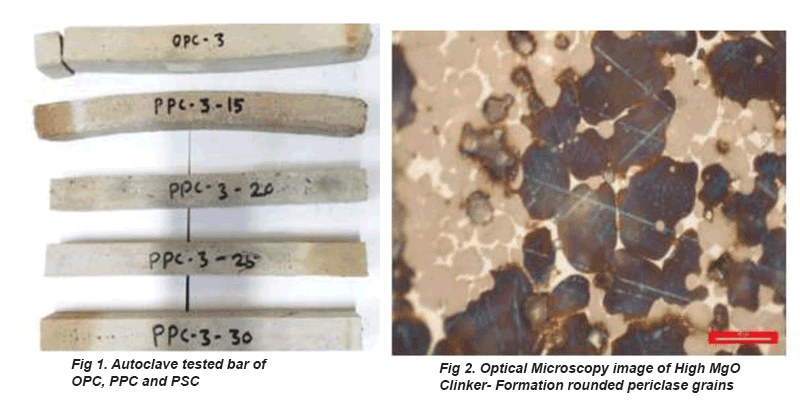
I. Investigation for Standardisation of High Magnesia (MgO) Clinker for the Manufacture of PPC and PSC Blended Cement
The objective of this study was to investigate the performance of PPC and PSC cements prepared from high magnesia clinker to utilise high MgO bearing low grade limestone for the manufacturing of Portland clinker resulting in preservation of natural resources and sustainable development. Four types of high MgO clinker samples containing MgO as high as upto 8.4 per cent from different cement plants were procured along with other cementitious and additive samples such as fly ash, GBF slag and gypsum for the manufacture of OPC, PPC and PSC. These cement samples were prepared by intergrinding the constituents in a laboratory ball mill keeping the fineness level 350±10 m2/kg. The results of investigation revealed that addition of fly ash and granulated blast furnace slag (GBFS) in the blended cements prepared from high MgO clinker samples were found to have potential effect on arresting the expansion caused by periclase (MgO). The minimum fly ash content was optimised to be 25 per cent by weight in case of PPC and the minimum slag content was optimised to be 35 per cent in case PSC while utilising high MgO clinker for the manufacture of blended cement. The performance results obtained so far are quite encouraging. Use of high magnesia (MgO) clinker for the manufacturing of the PPC and PSC will pave the way for utilisation of high MgO content low grade limestone containing high MgO resulting in increased mine life besides improved sustainability in cement manufacture.
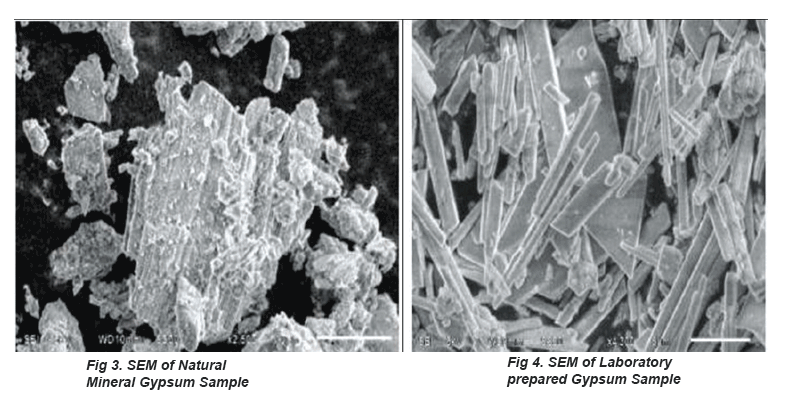
II. Manufacture of Synthetic Gypsum from Marble Slurry for Subsequent use in
Cement Production
The generation of waste marble slurry in India is in the range of 5 to 6 million tonnes per annum. The heaps of this waste material occupy large land areas and remain scattered all around at the marble processing unit, affecting the environment, eco-system and health of the people in the area. The chemical composition of marble slurry indicates predominance of calcium carbonate which is a suitable raw material for various industrial applications. One of its possible areas of utilisation is its conversion into gypsum that can be used as set controller in cement industry. Marble slurry samples were collected from clusters at Kishangarh, Makrana, Rajsamand and Udaipur in Rajasthan and characterised for their physical and chemico-mineralogical properties. Samples of synthetic gypsum with well grown crystalline phases were prepared in the laboratory by inducing chemical reaction using sulphuric acid and marble slurry. The amount of sulphuric acid to be consumed in its complete reaction with marble slurry was found to be dependent on the composition of the marble slurry especially on CaO and MgO content. The physical characteristics like specific gravity and whiteness index of the laboratory prepared gypsum samples were found to be more or less comparable to mineral gypsum. The percentage purity of different synthetic gypsum samples prepared were 87.91, 89.55, 86.02 and 88.26 per cent.
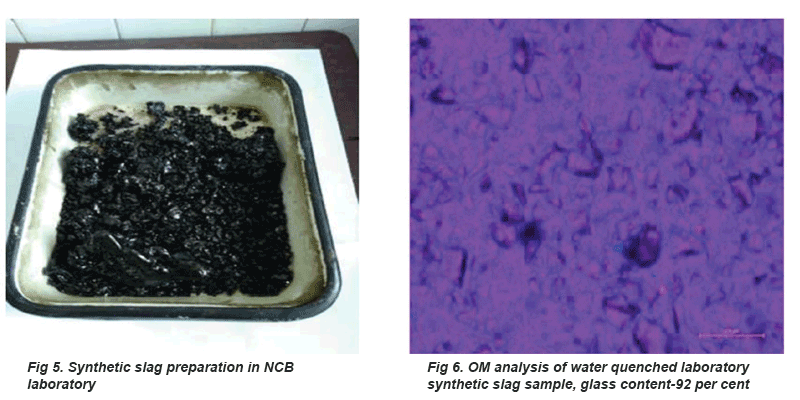
III. Production of Synthetic Slag from Low Grade Limestone
For development of Synthetic Slag using low-grade limestone, a study was carried out at NCB laboratory. In this study laboratory slag samples prepared with low-grade limestones and other additive materials, which found to be conforming the IS: 12089-1987. These laboratories made synthetic slag samples as shown in Fig 9. were also investigated by optical microscopy as shown in Fig 10. They found to have maximum 92 per cent glass content, which is greater than 85 per cent as specified in IS-12089. PSC samples were prepared with 40 and 60 per cent synthetic slag replacing equal quantity of clinker. The performance of PSC blends prepared using synthetic slag sample equal quantity of clinker. The performance of PSC blends prepared using synthetic slag sample were found as per requirements of Indian Standard Specification, IS: 455-1989 for PSC. As the limestone, which is getting depleted and has reached to an alarming level where the availability of cement grade limestone in India has reduced to 8949 million tonnes only, Synthetic Slag may play a vital role to replace clinker or indirectly cement grade limestone. However, the main challenge would be to produce synthetic slag at industrial scale.
Clinker substitution
A very effective strategy towards resource management and reduce CO2 emissions is to substitute some of the Portland cement clinker with other materials. These are known variously as mineral additions or supplementary cementitious materials (SCMs), and also include almost inert materials, which may also be called fillers. Clinker can be blended with a range of alternative materials, including pozzolans, finely ground limestone and waste materials or industrial by-products. The most common clinker substitutes are reactive by-products from other industries: granulated blast furnace slag (GBFS),a by-product of pig-iron production in blast furnaces, and fly ash (FA), generated by burning coal to produce electricity.
The clinker-to-cement ratio (percentage of clinker compared to other non-clinker components) has an impact on the properties of cement so standards determine the type and proportion of alternative main constituents that can be used. To ensure the future use of other constituents, the cement industry is dependent on the local supply of these materials. The use of other constituents in cement and the reduction of the clinker-to-cement ratio means lower emissions and lower energy use. Other materials that can be used: Natural pozzolans, such as clays, shale and certain types of sedimentary rocks., Limestone (finely ground), which can be added to clinker (without being heated and transformed into lime), Silica fume, a pozzolanic material and a by-product in the production of silicon or ferrosilicon alloys, Granulated blast furnace slag (GBFS), Fly ash etc.
Apart from these NCB also worked on several projects like Portland Limestone Cement, Composite cement, Portland Dolomitic Cement etc. NCB in one of its projects has successfully utilised up to 15 per cent dolomite as an additive replacing equal quantity of clinker. The cement performance was found to be similar to that of control cement prepared without dolomite.
Similarly, NCB has carried out several studies on composite cement wherein combinations of fly ash and granulated blast furnace slag were used for preparing composite cement blends. BIS has brought out standard specification IS: 16415-2015 for composite cement on recommendations of NCB.
Development of Portland Composite Cement (Fly ash/Slag and Limestone based), Development of Portland Limestone Cement (PLC), utilisation of low grade limestone and mines rejects, Utilisation of Construction and demolished waste (C&D) waste based aggregates in concrete structures and pavements are some of the key areas, where Indian Cement Industry and NCB is working together towards natural resource management and promoting circular economy which are the key themes towards sustainable development in cement sector. Some of the work that has been carried out in NCB discussed below:
I. Investigations on Development of Portland Composite Cements based on Fly Ash and Limestone
Portland composite cement blends were prepared (80 nos.) with four types of clinker from different regions of India along with the regional available Fly ash and limestone. The materials were ground in a laboratory ball mill with a capacity of about 8 kg by inter-grinding method. The clinker inter-ground with 3.7 per cent of gypsum by mass is referred to as OPC. A series of tests was carried out on various mixes of limestone-fly ash cement mortars in order to investigate the effects of using different percentages of lime and fly ash as a replacement of cement on the compressive strength of such mortars at various ages. Different mix proportions were adopted for the experimental work. Clinker quality plays an important role on performance of limestone and fly ash based composite cements. PCC samples containing Fly ash and Limestone up to the level off 30 per cent and 7 per cent respectively comply with IS 16415-2015 at all ages. Lower levels of limestone additions show higher percentage of difference between IS requirements and obtained results. Whereas 10 per cent replacement shows marginal difference between IS requirements and obtained results. PCC samples of 5 per cent replacement of Flyash with Limestone comply performance with respective PPC samples at all ages.

II. Investigations on Portland Limestone Cement
European Standard EN-197-1 permits the use of maximum 35 per cent limestone in the manufacture of Portland Limestone Cement. Presently, in India, there is no standard on Portland Limestone Cement. The main objective of the study is to investigate the feasibility of using different grades of limestone in development of Portland Limestone Cement in order to formulate new Indian standard for its commercialisation along with lowering in clinker factor in cement for environmental sustainability. To carry out the study, different Portland Limestone Cement blends were prepared by inter-grinding of 10, 20 and 30 wt. per cent cement grade of limestone, dolomitic limestone and low grade limestone with OPC clinker and gypsum. The cement blends were designated as PLC-A, PLC-B and PLC-C corresponding to cement grade limestone, dolomitic limestone and low grade limestone. The trend of compressive strength development showed marginal reduction in strength development with increasing dosages of limestone in cement mix. However, increase in the early strength has observed with addition of low quality of limestone that may be attributed to the formation of monocarboaluminate phase.
Alternative Binders
The idea of alternative binders/novel cements is to introduce different raw materials in clinker and cement manufacturing processes without compromising the efficiency and quality of cement that will emit less CO2 and utilise less energy. Below is a detailed description of potential alternative binders/novel cements.
A. Alkali-Activated Cements: Alkali-activated cements belong to family of hydraulic cements that are characterised by a high content of aluminosilicates bonding phase. Aluminosilicates are not reactive with water, or their reaction is too slow. However, due to their high amorphous content, they hydrolyse and condense when placed in alkaline medium, forming 3-D polymeric structures that have load-bearing ability (Habert et al. 2014). In cements, the natural alkalinity of the system and portlandite fulfill these reactions, while in the absence of Portland cement, a strong base is needed to activate the amorphous aluminosilicates (Habert et al. 2014). Based upon the composition of cementitious components, alkali-activated cements are classified into five major categories (Shi et al. 2018)
I. Alkali-activated slag-based cements
II. Alkali-activated pozzolan cements
III. Alkali-activated lime-pozzolan/slag cements
IV. Alkali-activated calcium aluminate blended cements
V. Alkali-activated Portland blended cements
In NCB a study on Investigation on Development of Geopolymeric Cements has been carried out and discussed in detail below:
I. Development of Geopolymeric Cements
Investigation on formation and properties of geopolymeric cements based on alkali investigation of low lime coarser flyash have being taken up. The alkali treated flyash sample were subjected to initial thermal curing at two different temperatures upto 90° C for varying retention periods. SEM studies indicated the formation of geopolymers.
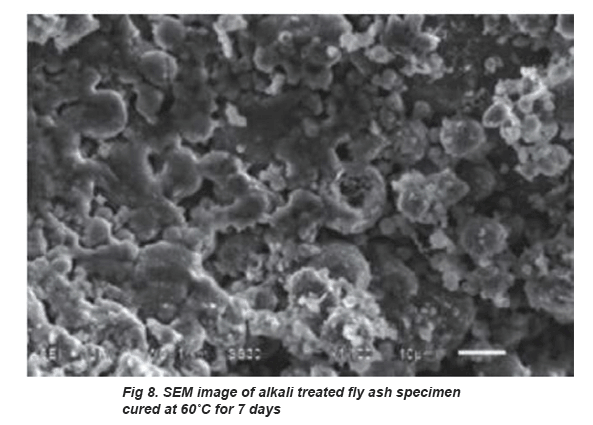
The performance of geopolymeric cement was found to be influenced by initial thermal curing conditions and therefore need optimisation. Investigations have also been carried out for preparation of cementitious binders at 27°C temperature using rationalised curing conditions by alkali activation of blends of fly ash with granulated blast furnace slag (GBFS) having 94 percent glass content. Studies indicated that ratio of fly ash and GGBFS in the blend affects the compressive strength property. The blend ratio as well as water content at fixed range of Na2O required to be optimised to obtain better compressive strength property. SEM image of alkali activated fly ash – GGBFS system cured for 28 days indicated formation of CSH gel along with NASH in this system resulting in development of compressive strength at 27°C
B. Belite-Rich Portland Cement: Belite-rich Portland clinkers are produced with the same process as ordinary Portland cement clinkers, but with less limestone in the clinker raw material mix, as well as lower clinkering temperatures so CO2 generation is reduced. The concept of belite-rich Portland cement is not new, but it takes advantage of the fact that modern OPCs have very high alite (C3S) contents. Market demand for rapid concrete hardening has driven cement manufacturers towards higher and higher alite contents, at the expense of higher
GHG emissions.
Belite-rich Portland cement belong to the same family as ordinary Portland cement in terms of clinker mineralogy, i.e., they are in the C2S-C3S-C3A-C4AF system. They are also commonly known as high belite cements (HBC). The difference in clinker composition lies mainly in the belite/alite ratio. For HBC the belite content is generally more than 40 per cent and alite normally less than 35 per cent, making belite the most abundant phase, as opposed to alite.
It has been established by various researches that belite-rich Portland cement typically exhibit similar setting times, lower water demands, lower heat evolution and early strength gain but
higher later age strength, and lower drying shrinkage compared with OPC. It has also shown better resistance to sulfates and chlorides, mainly due to the smaller proportion of portlandite in the hydration products.
It typically attains similar 28-day strengths to OPCs, and gain additional strength more rapidly than OPCs at later ages (Gartner et al. 2016).
A key reason they are not currently widely used is that they gain strength much more slowly than most OPCs. Such cements are well suited for niche markets where the strength gain after a few days is not critical. They are mainly employed for reasons of their low heat of hydration in the construction of massive concrete dams and foundations.
C. Calcium Sulfoaluminate (CSA) Cement: Calcium sulfoaluminate (CSA) cements are types of cements that contain high alumina content. To produce CSA clinker, bauxite, limestone, and gypsum are mixed together in a rotary kiln (Phair et al. 2006). By utilising CSA compositions, limestone quantity is reduced in the kiln that not only benefits in reduced thermal energy (up to 25 per cent) but also decreased CO2 emissions (up to 20 per cent) compared to the Portland cement. Industrial waste materials can also be used as raw materials for manufacturing CSA cements and thus calcium sulfoaluminate cements have significant environmental advantages.
It has the characteristics of early strength, high strength, high impermeability, high frost resistance, corrosion resistance, low alkali and low production energy consumption. They are widely used in rapid construction, rapid repair, winter construction, marine environments and underground engineering (Wang et al. 1999, Coppola et al. 2018). Its clinker is mainly composed of C4A3S (ye’elimite, 3CaO•3Al2O3•CaSO4) and ß-C2S (belite, 2CaO•SiO2). Among them, C4A3S is an early strength mineral that can quickly hydrate to AFt (ettringite, 3CaO•Al2O3•3CaSO4•32H2O) in the presence of gypsum to provide early strength (Hargis et al. 2013). Compared with C3S (alite, 3CaO•SiO2), the main mineral component of Portland cement, the formation temperature of C4A3S and the content of CaO are lower (Ali et al. 1994). Advantages of using CSA is that it not only saves a great deal of coal, power and limestone resources thus help in natural resource management but also reduces GHG emissions. However, it has many disadvantages also, such as the low percentage and slow hydration of C2S, resulting in no significant increase in the later strength of CSA and the formation of C4A3S, (ye’elimite) requires a large amount of natural gypsum and high-quality aluminium resources (Su et al. 2019).
Alternative fuels
Alternative Fuel (AF) becomes more popular to the cement manufacturer due to increasing fossil fuel prices, limited fossil fuel resources and environmental concerns. Generally fossil fuels such as coal, petroleum coke (petcoke) and natural gas provide the thermal energy required for cement industry. Usage of AF cover all non-fossil fuels and waste from other industries including tire-derived fuels, biomass residues, sewage sludge and different commercial wastes (Nielsen et al. 2011). These alternative fuels not only reduce CO2 emissions but also contribute to waste management and promote circular economy principles. Additionally, advancements in technology and improved combustion processes have made the use of alternative fuels more efficient and cost-effective.
The use of alternative fuels in cement manufacturing not only promotes circular economy but also helps in natural resource management. It is also one of the effective methods of achieving lower production costs. The process of clinker production in kiln systems creates favourable conditions for use of alternative fuels which include: high temperatures, long residence times, an oxidising atmosphere, alkaline environment, ash retention in clinker, and high thermal inertia. These conditions make certain that the fuel’s organic part is destroyed and the inorganic part, including heavy metals is trapped and combined in the product.
The cement manufacturers are consuming all possible Alternative fuels like refuse-derived fuel (RDF), industrial plastic, biomass, tyre chips, waste generated by pharmaceutical industry, Paint industry, Agro industry, Paper industry, chemical industry etc. (Mohapatra et al. 2014; Shaw et al. 2017). It is proposed to use either solar energy or hydrogen gas to mitigate for future energy demand in cement plants. India also has plan to emerge as a global electrolysers manufacturing hub to meet domestic demand and to emerge as a leading electrolyser exporter in future.
Conclusion
NCB’s current Research areas are well aligned to national priorities and requirement of society at large and include research in the area of low carbon and multi component blended cements, alternative binders and cementitious materials, alternate fuels and raw materials, productivity and environment improvement in cement industry etc. The research outcomes from these projects will provide Indian cement, building materials and construction industry a technologically sound platform to further reduce CO2 emissions, energy consumption and resource and environment conservation, higher thermal substitution rates etc. to achieve sustainability and cost optimisation taking due care of national and international commitments. The Research and Innovation projects of NCB are well aligned with the vision and mission of Government of India like decarbonisation, implementation of circular economy, increased sustainability etc.
Acknowledgment
*The Authors wish to acknowledge the Director General of National Council for Cement and Building Materials (NCB) for giving permission for publication and DPIIT, Ministry of Commerce and Industry, GOI, through various R&D projects supporting financial support for sustainable development of cement Industry. The Authors also acknowledge all scientific and technical staff of NCB for cooperation through R&D work for sustainability of cement
industry related projects.
Conflict of interest: The authors have no conflicts of interest, financially and ethically, to publish in this review work.
For a full list of references, visit www.indiancementreview.com.












Concrete
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
HDFC Securities warns monsoon slowdown and higher fuel costs

Concrete
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
New Andhra Pradesh plant to add 9.6 MTPA cement capacity by FY28

Concrete
Nuvoco Inaugurates Limla Cement Plant in Surat
Acquisition boosts Western India cement capacity



Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins

Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa

Nuvoco Inaugurates Limla Cement Plant in Surat

Nuvoco commissions Surat grinding unit

Cement Sector Faces Sluggish Growth in First Half of FY27
Cement Prices to Stay Flat in Q2 FY27 as Costs Squeeze Margins
Dalmia Bharat Begins Rs 31 Bn Green Cement Unit in Kadapa
Nuvoco Inaugurates Limla Cement Plant in Surat
Nuvoco commissions Surat grinding unit







