
Concrete
Increasing Use of Supplementary Cementitious Materials
Jens Mose and John Terembula, Product Line Management, FLSmidth A/S, explore how cement manufacturers can utilise VRMs to reduce the clinker factor and meet their environmental targets, in the final part of this three-part series. You can find parts one and two in the August and September issues of Indian Cement Review.
OPTIMISING PARTICLE SIZE DISTRIBUTION
Experience has shown that practically every type of cement around the world can be – and is already being – produced in an OK MillTM.
While the particle size distribution (PSD) of the product is normally steeper in a VRM cement mill compared to a traditional ball mill, this can, to some extent, be modified by working with various parameters such as grinding pressure and dam ring height. The air flow and the separator speed are also used to customise the PSD curve to customer specific requirements.
However, as interest in greater utilisation of SCMs increases, cement manufacturers are keen to grind to an even steeper PSD curve to allow for the possibility of mixing more SCMs into the finished product.
THE ADVANTAGES OF VRMS FOR SCMS
When the VRM is designed specifically for grinding cement and cementitious materials, cement manufacturers experience better:

- Efficiency: Lowest power consumption compared to other vertical roller mills on the market.
- Reliability: The run factor is very high, > 95 per cent
- Versatility: Rapid change between different feed compositions and the ability to grind a wide range of materials to very high Blaine or the lowest residues
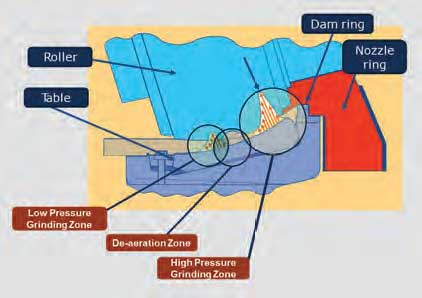
The OK MillTM was designed with these priorities in mind, and has retained its original shape with a dual lobed roller surface and central grooved and bowl-shaped table design. As the only VRM in the market specifically designed for cement grinding, all rollers are active with each performing material bed compaction and de-aeration, and high-pressure grinding.
Sustainability is also a priority, which is why the mill is designed to require minimal water injection on the mill table, using an average 50 per cent less water than competing mill designs.

Maintenance is also a sustainability issue. Better to repair a part than replace it; better to be proactive than reactive. Predictive maintenance services aim to enable a higher level of proactivity, preventing unexpected downtime and reducing the cost of maintenance.
Over the last 20 years, in-situ rewelding or hard facing has become the standard maintenance practice for VRM, particularly for OK MillsTM with segmented wear liners that can tolerate repeated welding. Roller liner segments can be rewelded as many as 10 times or more and table segments 15 times or more. In order to improve its service capability for VRMs, FLSmidth works with welding services providers across the globe. We have also developed ceramic wear segments in an OK MillTM, which not only perform better but can also be recycled.
DIGITAL TOOLS FOR GREATER FLEXIBILITY
Digitalisation makes it easier to use SCMs and will enable further reductions in the clinker factor. The following are just a snapshot of the tools currently available; more are in development all the time:
- Process control solutions give operators greater control over their mill operating parameters to optimise performance and ensure maximum efficiency.
- Sensors continually monitor mill operation, enabling you to see any drop in stability as it happens and react swiftly.
- Automated laboratories enable optimum quality control throughout the process.
- Condition monitoring services and remote service support give you 24/7 access to expert assistance.
CONCLUSION
As the cement industry works to reduce its carbon footprint, investments have to be made in future-proof technologies capable of adapting to changing cement mixes and regulatory requirements. In the grinding process, cement manufacturers need a flexible, efficient system that is operated and maintained in an optimal manner. With the latest VRM technologies, advanced digital offerings and condition monitoring services, FLSmidth believes the industry is ready to achieve more widespread use of SCMs and achieve its carbon reduction goals.











Concrete
UltraTech Appoints Jayant Dua As MD-Designate For 2027
Executive named to succeed current managing director in 2027

Concrete
Merlin Prime Spaces Acquires 13,185 Sq M Land Parcel In Pune
Rs 273 crore purchase broadens the developer’s Pune presence

Concrete
Adani Cement and Naredco Partner to Promote Sustainable Construction
Collaboration to focus on skills, technology and greener practices



UltraTech Appoints Jayant Dua As MD-Designate For 2027

Merlin Prime Spaces Acquires 13,185 Sq M Land Parcel In Pune

Adani Cement and Naredco Partner to Promote Sustainable Construction

Operational Excellence Redefined!

World Cement Association Annual Conference 2026 in Bangkok
UltraTech Appoints Jayant Dua As MD-Designate For 2027
Merlin Prime Spaces Acquires 13,185 Sq M Land Parcel In Pune
Adani Cement and Naredco Partner to Promote Sustainable Construction
Operational Excellence Redefined!







