
Concrete
Blended Cement Grinding: Energy Intake and Fineness

ICR delves into the nuances of the grinding processes to understand its impact on energy consumption, quality of output and technology as well as the methodology of producing green cement.
The early adopters of the cement grinding process involved extracted clinker from the clinker tank and transported it to the cement mill hopper by belt conveyors, where a measured quantity of clinker and gypsum was fed into a closed-circuit ball mill and OPC was produced through inter-grinding and blending of 95 per cent clinker with 5 per cent gypsum.
The initial problem was coarseness, as 20 per cent over 100-micron diameter was part of the ground cement. Today with advancement of technology the fineness has been improved (3200 gm/square cm) by adopting specialised steel in the grinding equipment, together with use of grinding media, steel balls where material fed through the mill is crushed by impact and ground by attrition between the balls. The grinding media are usually made of high-chromium steel. Fineness is a controlled parameter for cement to ensure better hydration and strength development. Ground cement is then stored in a water-proof concrete silo for packing.
Making Cement Green
The rise of blended cement, starting from use of fly ash (30 per cent to 35 per cent) in PCC and blast furnace slag (65 per cent to 70 per cent) in slag-based cement, as an additive with clinker, together with 5 per cent gypsum, made the introduction of green cement as a better environment friendly product. The use of fly ash or blast furnace slag with clinker created avenues for commercial consumption of coal-fed pPower plant waste (fly ash) and steel blast furnace waste (slag) leading to the green cement that used 60 per cent of clinker in PCC and 35 per cent clinker in slag based cement.
This development has seen progressive increase of both fly ash and slag in the ground cement as well as in concrete, where fly ash or ground slag is added to OPC at the concreting stage. Such processes had enormous logistics challenges and in India the adoption of such a process during concreting is less prevalent.
Grinding a mixture of clinker with the fly ash or slag, together with gypsum has implications of cost stemming from use of electricity for grinding and landed cost of all inputs for the grinding process. Cement grinding is the single biggest consumer of electricity in the entire manufacturing process of cement, the rest is in the grinding of limestone in the crushers and in the fuel mills for grinding fuel used in the clinkerisation process. Finished grinding may consume 25-50 kWh/t cement, depending on the feed material grindability, additives used, plant design and especially the required cement fineness.
The grinding process absorbs more energy due to the losses attributable to heat generated during grinding, friction wear, sound noise and vibration. Less than 20 per cent of energy absorbed is reckoned to be converted to useful grinding: the bulk is lost as heat, noise, equipment wear and vibration. For ball mills, only 3 to 6 per cent of absorbed energy is utilised in surface production, the heat generated can increase mill temperature to more than 120⁰ C and causes excessive gypsum dehydration and media coating, if mill ventilation is poor.
Understanding the Process
There are four types of grinding mills in use today are:
Ball Mill (BM): Predominant despite higher energy consumption partly because of historical reasons but partly also because it still offers considerable advantages over other mills, often operating with roller press for pre-grinding or in combined grinding.
Vertical Roller Mill (VRM): Gained popularity in the last decade due to lower energy consumption and higher capacity, with relatively few plants in service.
Roller Press (RP): A more recent choice especially after the advent of the V-separator and improved roller life, offers the lowest energy consumption but even few plants in service.
Horizontal Mill (HM): A very few in service and found mainly in companies related to the
mill developer.
The chart below shows the relative power consumption for the different types of grinding process:
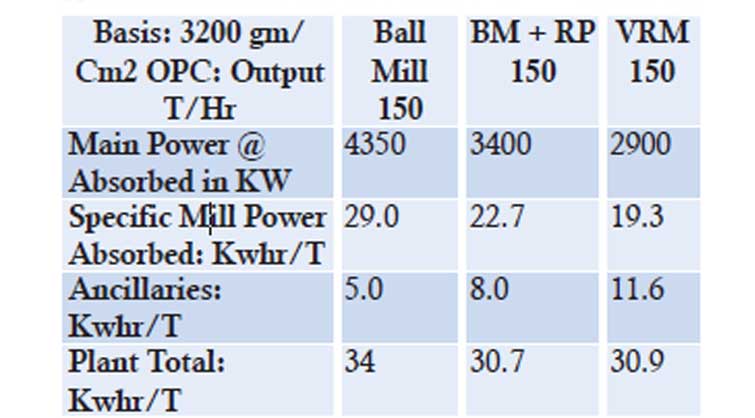
The implications of higher cost in installation, maintenance, operating cost, availability and quality of ground cement, makes the BM still the most common type of technology used, while VRM scores on electrical consumption.
The role of grinding media cannot be ignored in this entire process of grinding. The BM is a horizontal cylinder partly filled with steel balls (or occasionally other shapes) that rotates on its axis, imparting a tumbling and cascading action to the balls. Material fed through the mill is crushed by impact and ground by attrition between the balls. The grinding media are usually made of high-chromium steel. The smaller grades are occasionally cylindrical (‘pebs’) rather than spherical. There exists a speed of rotation (the ‘critical speed’) at which the contents of the mill would simply ride over the roof of the mill due to centrifugal action. The critical speed (rpm) is given by: nC = 42.29/√d, where d is the internal diameter in metres. A BM is normally operated at around 75 per cent of critical speed, so a mill with diameter 5 metres will turn at around 14 rpm.
The mill is usually divided into at least two chambers (although this depends upon feed input size – mills including a roller press are mostly single-chambered), allowing the use of different sizes of grinding media. Large balls are used at the inlet, to crush clinker nodules (which can be over 25 mm in diameter). Ball diameter here is in the range 60–80 mm. In a two-chamber mill, the media in the second chamber are typically in the range 15–40 mm, although media down to 5 mm are sometimes encountered. As a general rule, the size of media has to match the size of material being ground: large media can’t produce the ultra-fine particles required in the finished cement, but small media can’t break large clinker particles. Mills with as many as four chambers, allowing a tight segregation of media sizes, were once used, but this is now becoming rare.
-Procyon Mukherjee












Concrete
World Cement Association Annual Conference 2026 in Bangkok
Global leaders to focus on decarbonisation and digitisation

Concrete
Assam Chief Minister Opens Star Cement Plant In Cachar
New plant aims to boost local industry and supply chains

Concrete
Adani Cement, NAREDCO Form Strategic Alliance
Partnership to advance skills and sustainable construction



World Cement Association Annual Conference 2026 in Bangkok

Assam Chief Minister Opens Star Cement Plant In Cachar

Adani Cement, NAREDCO Form Strategic Alliance

Walplast’s GypEx Range Secures GreenPro Certification

Smart Pumping for Rock Blasting
World Cement Association Annual Conference 2026 in Bangkok
Assam Chief Minister Opens Star Cement Plant In Cachar
Adani Cement, NAREDCO Form Strategic Alliance
Walplast’s GypEx Range Secures GreenPro Certification
Smart Pumping for Rock Blasting
-

 Economy & Market4 weeks ago
Economy & Market4 weeks agoBudget 2026–27 infra thrust and CCUS outlay to lift cement sector outlook
-

 Economy & Market4 weeks ago
Economy & Market4 weeks agoFORNNAX Appoints Dieter Jerschl as Sales Partner for Central Europe
-

 Concrete2 weeks ago
Concrete2 weeks agoRefractory demands in our kiln have changed
-

 Concrete2 weeks ago
Concrete2 weeks agoDigital supply chain visibility is critical