
Concrete
Utilisation of Alternative Fuels and Raw Materials in Indian Cement Industry: The Current Scenario and Future Prospects

With the net zero target confirmed for India, the Indian cement sector needs to optimise its efforts in utilising alternative fuels and raw materials, as these two factors are instrumental in determining the industry’s contribution in the nation’s carbon neutral future
Climate Change, fast depleting natural resources like limestone, increased cost of conventional fuels like petcoke and coal, have become a matter of great concern for cement industry all over the world. Recently, our Hon’ble Prime Minister of India Shri Narendra Modi has committed to cut the CO2 emissions in the COP 26 summit at Glasgow in November 2021 and has set a Net Zero Carbon target for India by the year 2070. Cement industry, generating 7 per cent of anthropogenic CO2 emissions will also have to move towards the path of decarbonisation. The process emissions from calcination are hard to abate, however, the emissions from fuel combustion can be avoided by replacing fossil fuels with alternative fuels.
Cement industry is making enormous efforts to enhance the utilisation of alternative fuels by co-processing of hazardous and non-hazardous wastes/by-products from various industries like pharma industry, paint industry, processed municipal solid waste from local bodies, etc. However, one of the pressing issues is to enhance the utilisation of alternative fuels to achieve TSR of 25 per cent by 2030 without impacting the productivity, product quality and environment emissions.
Niti Aayog has also focused on implementation of a circular economy in India by preparing comprehensive action plans for different wastes available in our country. Implementation of Circular Economy will not only help in reducing the dependence on natural resources but also help in gaining economic advantage to the industry. Rapid industrialisation has resulted in generation of large quantities of industrial wastes such as fly ash in thermal power plants, slag from steel industry, red mud from aluminium industry, copper slag from copper industry, dolochar from sponge iron industry, lime sludge from paper industry. Some of these wastes have high potential for utilization as raw mix / blending components in cement manufacturing and are being gainfully utilised in the cement industry. Cement industry plays a central role in the Circular Economy framework and is a key component of industrial waste management in India.
Utilisation of Alternative Fuels and Raw Materials (AFR) in cement industry, therefore, helps in reduction in carbon footprint, increased sustainability, avoiding consumption of fossil fuel and its associated higher cost as well as implementation of a circular economy in India.
Status of Alternative Fuel Utilisation in Indian Cement Industry
The utilisation of alternative fuels in cement kilns started in Year 2000 with the active support of the Central Pollution Control Board. With persistent efforts of the cement industry, Government of India and other stakeholders, the Thermal Substitution Rate (TSR) has now increased to ~5 per cent as compared to 0.6 per cent in 2010. The Indian cement industry has been using large quantities of wastes such as non-recyclable hazardous and other wastes, segregated combustible fractions from Municipal Solid Wastes (MSW), plastics wastes, tyre wastes, surplus biomass etc. as alternative fuel in cement plants. Some of the hazardous and non-hazardous wastes presently used in cement plants are:
Hazardous waste: textile ETP sludge, tannery ETP sludge, TDI tar, paint sludge, process waste, waste residue, chemical sludge, process sludge, phosphate sludge, chemical sludge from ETP, insulation waste, mixed salt, organic residue, liquid organic residue, spent solvent, benzofuran and waste lubricant oil.
Non-hazardous waste: Tyre chips, RDF, plastic waste, FMCG expired products, wood/bamboo chips, carbon black, biomass like rice husk, groundnut husk, cashew nut husk, poppy straw, opium marc etc.
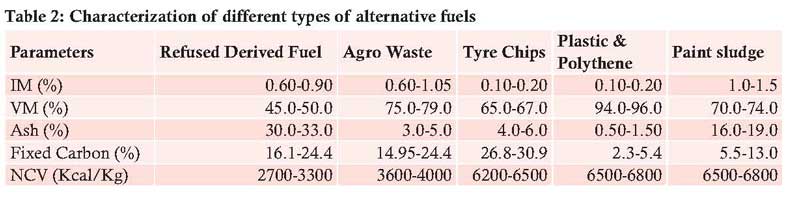
The availability and characterisation of some of the non-hazardous waste and hazardous waste are given in Tables 1 and 2 respectively.
The leading cement companies in India have achieved Thermal substitution rate (%TSR) in the range of 3 – 7 per cent on an average annually as shown in Table 3. However, some cement plants in India have achieved high %TSR up to 15 – 25 per cent.
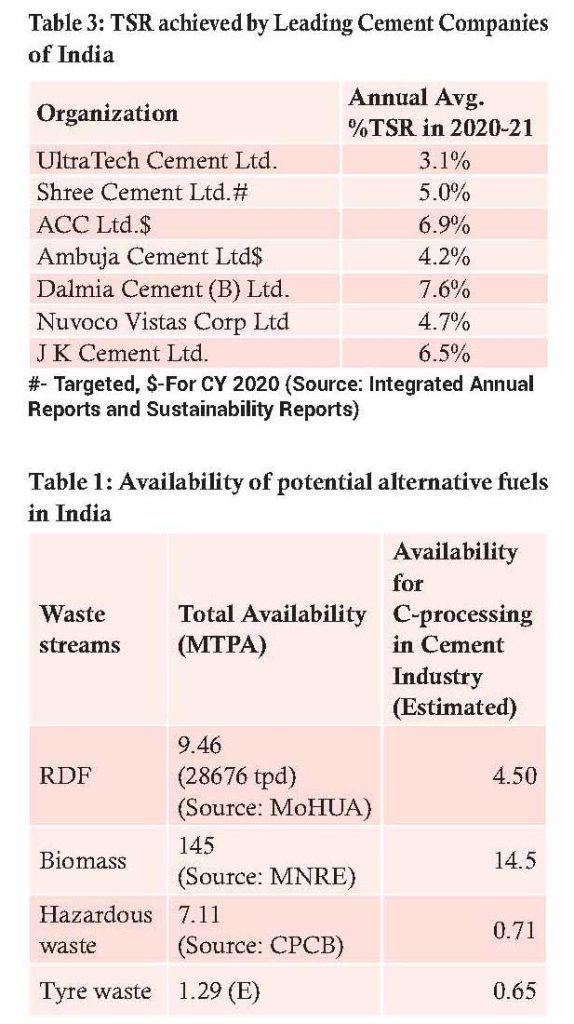
Thermal substitution rate of India is comparable with other countries such as 100 per cent TSR in Australia, 100 per cent TSR in France and South Korea is equivalent to 4 per cent, 8 per cent and 25 per cent TSR in India respectively. This indicates that TSR in India is still reasonably good considering high cement production capacity but still has huge potential to achieve high TSR.
Status of Alternative Raw Materials Utilisation in Indian Cement Industry
Cement industry uses a number of wastes and by-products as supplementary raw materials in cement raw mix which are referred to as alternative raw materials. Industrial and mineral wastes from mineral processing industries, such as metallurgy, petrochemicals, chemicals, paper and pulp account for nearly 275 million tonnes per annum. The more important wastes are fly ash from thermal power plants, slag from steel industry, metallurgical slags from non-ferrous industry, press mud from sugar industry, paper sludge from pulp and paper industry, phospho- chalk and phosphogypsum from fertilizer industry, red mud from aluminium industry, wollastonite mineral and ore tailings, catalyst fines, foundry sand and leather sludge from tannery effluent treatment plants. It is essential that the composition of the alternative raw materials considered for the cement raw mix be compatible with the materials they intend to replace or supplement. Marble slurry/dust, waste generated by the marble processing industries, particularly in the state of Rajasthan. Physical, chemical and mineralogical evaluation of these wastes showed their similarity with conventional limestone and could be used in cement and construction industry. Due to their compatibility with cement system, marble waste materials could be used in cement manufacture (i) as raw material in Portland clinker making (ii) in blended cement (iii) in the development of various building products such as marble coating, tiles and bricks (iv) as fine aggregate in concrete etc. High moisture content and inconsistent quality of marble wastes are the main factors for their limited use in cement manufacturing units.
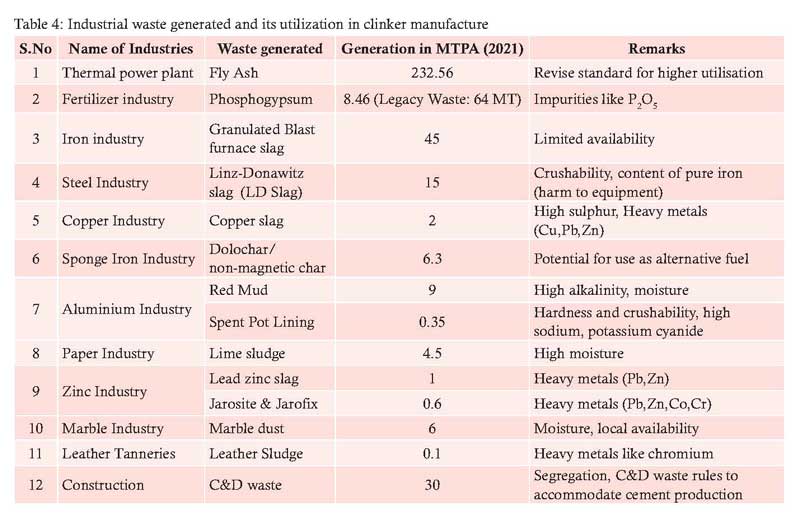
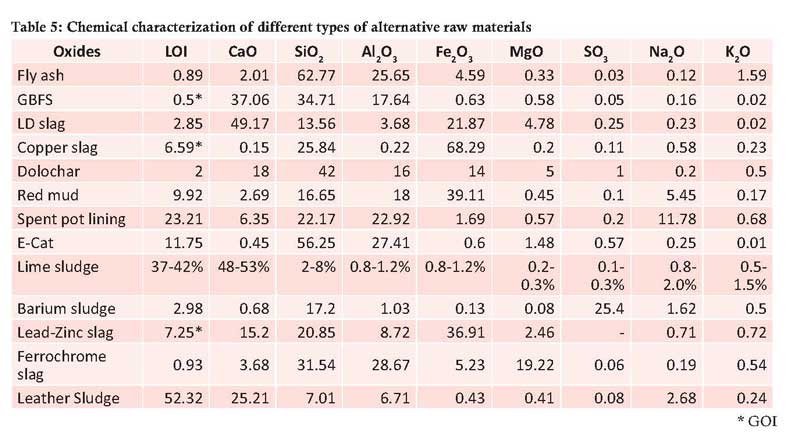
Waste generated by different industries and their characteristics, which has the potential to be used in the Indian cement industry is shown in Tables 4 and 5 respectively.
ISSUES AND CHALLENGES IN
INCREASING %TSR IN CEMENT INDUSTRY
The major issues faced by cement plants in enhancing AF utilization up to 25% TSR and above are:
- Non homogeneity of MSW based RDF is one of the prominent issues faced by the industry. Although the quality of RDF has improved in recent years due to initiatives taken by the Government of India and local bodies. Some other alternatives to utilize MSW like MSW/RDF gasification to produce synthesis gas of consistent quality can be explored. Countries like China are already using gasification techniques to produce homogeneous synthesis gas.
- High chloride content in the alternative fuel or raw material creates problems of coating/jamming. In order to achieve TSR of 25 per cent, cement plants will have to install kiln by-pass systems which needs substantial investment and adverse impact on unit cost of cement production. Handling of by-pass dust with high chlorine concentration will also be a critical task.
- Lack of database on inventory of alternative fuels as well as district and sector wise break up is a major hurdle in sourcing the waste and eventually in increasing TSR.
- Efficient shredding system is important to have proper output size of AF and avoid jamming issues. Pre-processing and handling of wastes bring the overall cost close to the price of conventional fuel in India and sometimes even higher in cement plants.
- Plants need to upgrade their present testing laboratories which requires investment and skilled manpower. Upgradation of lab facilities includes sample preparation, testing of characterisation of hazardous waste like calorific value, proximate analysis, ultimate analysis, chlorine, fluorine and phosphorus, heavy metals, flash point, mixing compatibility, reactive sulphide, cyanide or halides.
- Skill development of CCR operators to handle several types of waste in their calciners/kilns is also required.
NCB’s EXPERIENCE
- NCB has vast experience of analytical studies, trial runs and system design for AFR utilization. Recently, NCB has carried out studies for feasibility of utilization of Tyre Derived Fuel (TDF) and system design to handle multi fuels for various cement plants in India. Recently, a detailed project report has been prepared to achieve 25 per cent TSR through RDF in kiln main burner for a cement plant in Southern India. Feasibility studies for liquid alternative fuels were also carried out in the recent past.
- Presently, NCB is carrying out Project Management Consultancy project for Installation of Tyre Chips Storage, Feeding and Dosing System as well as enhancing AFR utilisation at cement plants. NCB has also undertaken a research project on design and development of Transfer Chute, which will be able to handle variation in characteristics of different kinds of solid wastes like RDF without any issues of chute jamming. NCB has also carried out studies on utilisation scenarios of 15 inorganic industrial wastes including lime sludge, wolstanite, leather sludge, jarosite, LD slag, red mud and marble slurry in cement manufacture as well as aggregate in concrete. NCB is also involved in preparing action plans for Phosphogypsum, FGD gypsum and C&D waste for the concerned ministries.
- NCB is fully equipped to undertake any studies related to AFR utilisation owing to its vast experience coupled with state of art testing and evaluation facilities and has been providing its services to the industry in India and abroad.
- Utilisation of AFR is a win-win situation for cement industry, society and the Government in India. Uncertainty in availability, higher cost of conventional fuels, and climate change are some of the key drivers to enhance AFR utilisation in India. Improving the quality of potential alternative fuels like RDF at minimal cost and making AF/RDF available to cement industry within their reach will make alternative fuels a lucrative option for cement industry. Waste management models adopted in Kerala and Indore, should be replicated in local bodies of other States. Promoting AFR usage will address the menace of the ever-growing problem of waste management, which poses serious environmental and ecological problems in the country.
About the author:
Dr. BN Mohapatra is the Director General of National Council for Cement and Building Materials (NCCBM). He is a Phd in Cement Mineral Chemistry, enriched with 13 years of research and development and over 22 years of industry experience with a strong academic relations with premier institutes. He is the chairman of the Cement Sectoral Committee of the Bureau of Energy Efficiency (BEE).
Images Sources: Google Images












Concrete
World Cement Association Annual Conference 2026 in Bangkok
Global leaders to focus on decarbonisation and digitisation

Concrete
Assam Chief Minister Opens Star Cement Plant In Cachar
New plant aims to boost local industry and supply chains

Concrete
Adani Cement, NAREDCO Form Strategic Alliance
Partnership to advance skills and sustainable construction



World Cement Association Annual Conference 2026 in Bangkok

Assam Chief Minister Opens Star Cement Plant In Cachar

Adani Cement, NAREDCO Form Strategic Alliance

Walplast’s GypEx Range Secures GreenPro Certification

Smart Pumping for Rock Blasting
World Cement Association Annual Conference 2026 in Bangkok
Assam Chief Minister Opens Star Cement Plant In Cachar
Adani Cement, NAREDCO Form Strategic Alliance
Walplast’s GypEx Range Secures GreenPro Certification
Smart Pumping for Rock Blasting
-

 Economy & Market1 month ago
Economy & Market1 month agoBudget 2026–27 infra thrust and CCUS outlay to lift cement sector outlook
-

 Economy & Market4 weeks ago
Economy & Market4 weeks agoFORNNAX Appoints Dieter Jerschl as Sales Partner for Central Europe
-

 Concrete2 weeks ago
Concrete2 weeks agoRefractory demands in our kiln have changed
-

 Concrete2 weeks ago
Concrete2 weeks agoDigital supply chain visibility is critical