Fornnax has introduced its latest breakthrough – the R-MAX3300, for handling low-density waste streams, offering a powerful solution for cement AFR plants.
Fornnax Technology has launched its latest breakthrough – the R-MAX3300, the biggest secondary shredder in its class. The unveiling took place on 14th October, 2025 at IFAT India 2025 in Mumbai, one of the most prestigious events for environmental technologies, waste management, and sustainable resource innovation.
The launch ceremony was graced by esteemed industry leaders and dignitaries. The guest list included Md Fahim Sopariwala, CEO, GEPIL India; Sridhar Jagannathan, Vice President, Zigma Global; Priyesh Bhatti, CEO, GEPIL India; Shailendra Singh, Deputy General Manager, Prism Johnson (Cement Division); Ulhas Parlikar, Global Consultant, Waste Management, Circular Economy, Policy Advocacy and Co-processing; Saurabh Palsania, Joint President (Strategic Sourcing), Shree Cement; Rajeev Patel, DGM (Process), Mangalam Cement; and Anumodan Kumar Dubey, Mangalam Cement.
This state-of-the-art equipment represents a significant advancement for India’s recycling and waste processing landscape, offering a powerful solution for cement AFR plants and waste-to-energy facilities.
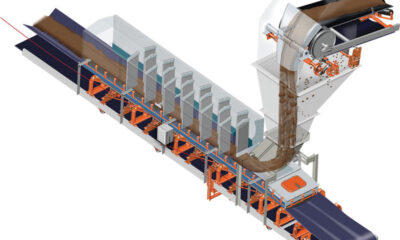
Building on the proven performance and legacy of the R Series secondary shredder, which has long been trusted for high-density materials like tyres and cables, the newly introduced R-MAX3300 is specifically engineered for handling low-density waste streams. These include Municipal Solid Waste (MSW), Commercial and Industrial (C&I) waste, Bulky waste, Legacy waste, Wood waste, and Construction & Demolition (C&D) waste.
By incorporating advanced shredding technology, the R-MAX3300 enables seamless and highly efficient production of Refuse Derived Fuel (RDF) and Solid Recovered Fuel (SRF) within the ideal particle size range of 30 to 50 mm. Its design prioritises versatility, durability and superior performance, directly supporting industrial operations that demand consistency and scale.
“The R-MAX3300 represents a monumental leap forward in our vision to become a global leader by 2030 in recycling technology through innovation,” said Jignesh Kundaria, Director and CEO, Fornnax Technology. “With the rising challenges of waste management in India and globally, this machine is not just a product; it’s a powerful tool for change. We engineered it to handle the most difficult waste streams with unparalleled efficiency, turning what was once considered unusable waste into a valuable resource. It directly addresses the urgent demand for effective, large-scale shredding technology that can support cement kilns and waste-to-energy facilities in achieving the desired output,” he added.
The launch of the R-MAX3300 arrives at a pivotal moment. India currently generates over 160,000 tons of municipal solid waste daily, while government-led initiatives such as Swachh Bharat Mission and Smart Cities are accelerating the demand for RDF and waste-to-energy solutions. Simultaneously, the global industrial shredder market is expected to grow at a 5–6 per cent CAGR, driven by stricter recycling regulations and increasing waste generation.
Kundaria further emphasised, “Our commitment goes beyond just selling machinery; it’s about empowering our customers to achieve lasting efficiency, sustainability, and growth. We see ourselves as a trusted partner who stands beside them at every step – from technology deployment to ongoing support, ensuring they can rely on Fornnax not only for performance but also for consistency, dependability, and long-term value.”
The R-MAX3300 is equipped to handle high-throughput processing of pre-shredded or coarse materials, making it ideal for SRF/RDF production, composting pre-treatment, and volume reduction for logistics optimisation. It is expected to play a crucial role in Integrated Waste Management Projects (IWMP) and bio-mining operations both within India and globally.
With this grand launch, Fornnax continues to set global benchmark and move decisively towards the vision of becoming global leader in recycling technology by 2030 that is state-of-the-art, innovative, economical, efficient reliable and eco-friendly.






















 Concrete4 weeks ago
Concrete4 weeks ago
 Concrete4 weeks ago
Concrete4 weeks ago
 Concrete4 weeks ago
Concrete4 weeks ago
 Concrete3 weeks ago
Concrete3 weeks ago