
Concrete
Bricking machines for cement plants

Having a cement kiln out of commission can cost a plant tens of thousands of dollars in lost production and profits each day. When that shutdown is an emergency repair rather than scheduled maintenance, the costs can grow exponentially. The key to reducing or eliminating unscheduled downtime and minimising the need for scheduled repairs lies in efficient and quality brick installation. By minimising air gaps, locking rings or loose bricks, the life of kiln lining is extended, and unscheduled or emergency maintenance can be drastically reduced.
While many methods for installation exist, and contractors experienced with one type or another will swear by their process, the proof is in the result. Contractors who have tried multiple techniques typically agree that using a bricking machine leads to extensive savings through installation, quality and safety enhancements.

Time is Money
The old adage that time is money couldn?? be more true than in the case of a cement plant. The tens of thousands of dollars in lost revenue each day is compounded when the right equipment or refractory material is not on site and ready for installation work. This illustrates the importance of planned maintenance rather than emergency repairs.
Bricking machines provide cement plants a way to speed up the refractory installation process, saving them thousands in labour. Many factors affect brick installation, including planning, organisation, accessibility, kiln condition, size of kiln, ability to feed brick to the mason in a timely manner, type of installation, type and size of refractory, crew experience, etc. While most masons believe their method is fastest, many are surprised when they observe the time savings presented by a bricking machine, especially one fabricated with lightweight aircraft-grade aluminum.
The time savings begins with the type of bricking and setup. A bricking machine constructed of strong, yet lightweight, modular aluminum components requires just one or two men to transport it into the kiln for assembly. These bricking machine models can be installed in just 60 to 90 minutes with an experienced crew. Installation of other bricking machines made up of mostly steel components can take 6 to 8 hours, resulting in a full shift of lost revenue in setup alone.
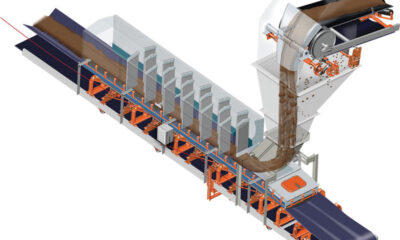
Once installed, the bricking machine offers a mobile working platform capable of supporting as many as three pallets of bricks, depending on model, the personnel working on it and their tools. The arch is equipped with pneumatic cylinders, which are used to raise the bricks into place against the kiln shell. It is supported by a cart and a rail system to allow the arch to move along the length of the platform scaffold. The latest bricking machine technology incorporates double arches, permitting a second ring of brick to be installed while the first ring is being keyed. This further accelerates installation. Because the arch uses individual cylinder controls, as well as master valves, brick installation is extremely fast. There is no back and forth while installing bricks. The individual control allows single-cylinder extension as needed. Once the arch is complete, actuating the master valve lowers all the cylinders at once. A review of the out dated alternate methods illustrates why they simply can?? compete in efficiency.

Pogo Stick
The Pogo Stick method is common in cement operations and is one of the oldest systems for brick installation. Setup time can take as long as a day in larger kilns, depending on the experience of the crew. This installation approach limits installers to just one course at a time to ensure the jig doesn?? collapse. Because one pogo stick is required for each brick, and must be individually set and retracted, installation time is extended. This method also requires much more physical force to execute, which fatigues workers quickly and slows production.
Mechanical Jack Screws
Like the pogo stick method, one jack screw is required for each brick and installation is limited to just one course at a time. Jack screws also require a significant amount of force to use, increasing the risk of fatigue and quality issues.
Downtime with each of these methods can be lengthy because the brick installation processes are considerably more time and labor intensive than with a bricking machine.
Just switching to a bricking machine installation method isn?? enough, however. The quality of the equipment also matters. The difference in speed and efficiency between styles of bricking machines was proven to plant owners in Midlothian, Texas. Their previous refractory installation method was a Swedish Single Arch bricking machine that had an average of 73.4 hours of outages and downtime per year. After switching to a dual arch bricking machine, the plant?? downtime for maintenance decreased by 44 percent, resulting in a profit increase of $367,000 per year ??providing a return on investment after one installation.
Likewise, a cement plant located in La Calera, Chile, had suffered numerous outages, unscheduled maintenance, damaged equipment and lost refractory. Analysts determined a number of factors were leading to the lost revenue, including mechanical defects of the kiln and inadequate brick installation quality using their Swedish bolt and timber machine. The contractor was no longer used, and instead plant personnel trained staff to replace the refractory brick using a bricking machine. That staff, which works with refractory bricking no more than twice a year, is now able to reline more than 46 feet (14 meters) per shift with a total time of less than a week for heavy coating brick removal and relining of 98 feet (30 meters), cooling and heating included. However, installation time is only one small component and speed is nothing without quality.

Refractory Installation Quality
Refractory issues, such as spiraling and twisting, account for as much as 50 percent of unscheduled outages and are almost always tied to the installation approach. While many refractory brickwork installation methods are accepted, few achieve a tight and good-quality fit, the key to preventing failures and outages.
The La Calera plant saw the cost of quality issues quickly spinning out of control. Experiencing emergency shutdowns at least every three months, plant management reached a breaking point when bricks started falling out just two weeks after a repair. Poor quality installation was determined to be a major catalyst for the unscheduled shutdowns. Poorly installed bricks led to interlocking rings and severe air gaps in the kiln lining. To compound matters, the added pressure of a kiln tire, which placed mechanical stress on the brickwork, contributed to the quick and costly failure. The failure led to an emergency shutdown resulting in more than $360,000 in lost revenue.
Many older, traditional installation methods have inherent design issues that limit the possibility of achieving a quality product. Because these older methods require installers to rotate the kiln, it?? difficult to maintain radial alignment of the brickwork, a critical factor for a stable brick lining. Every mason knows if the brickwork isn?? properly aligned it cannot uniformly absorb the pressure from vertical refractory and could prematurely fail. Rotating the kiln also leaves a large amount of unkeyed brick positioned straight up while the keying section is at the kiln?? waistline. In fact, all traditional methods, whether the kiln is rotated or not, leave unkeyed brick overhead. So, even if the keying is perfect, gravity will cause the unkeyed brickwork to sag, increasing the potential for catastrophic brick ring collapse. This is not only time intensive and costly to rectify, it?? also a major safety concern. In addition, traditional installation methods run a high risk of rings interlocking with adjacent rings ??resulting in a domino effect of failing brick rings ??and air gaps left between the brickwork and shell.
A bricking machine?? arches hold each brick firmly against the kiln shell until the key brick is installed, ensuring a tight fit. The master valve retracts or extends all cylinders simultaneously, allowing the arch to advance to the next row. This quality installation can extend the life of the kiln lining by as much as 25 per cent.
This method provides success based on four principles:
1. The pneumatic cylinders keep bricks pressed firmly against the shell at all times before keying so there is no risk of sagging.
2. A hydraulic jack holds the unkeyed ring when moving the machine?? arch system and provides ample outward pressure in the keying section for tight keying.
3. The pneumatic cylinders are not released until the keying is complete, ensuring proper compressive forces.
4. The cylinders do the physical work that would normally be done with manual forces and traditional methods, such as pogo sticks. This means less physical fatigue and more energy to focus on a quality job.
The efficiency of using a bricking machine is further enhanced with unique design features, such as cut-away sections. This cut-away section in the front arch provides both ease-of-installation and visibility. This section allows key masons an unobstructed area to place the key bricks. Alternate bricking machine designs don?? include an opening in the arch, requiring installers to try to find ways to reach around the arch, reducing speed of installation and ??potentially ??quality. The cut-away section also allows key masons to see the previously keyed ring and use it as a guideline, enabling discovery of bricking errors sooner when all pneumatic cylinders are released to check for sagging.
By changing methods to achieve higher quality installations, the plant in La Calera was able to decrease the number of outages experienced by 75 per cent to an average of three days per year. But even better, they eliminated costly unscheduled repairs, which were once their only stoppages, and now address maintenance on their own schedule when manpower, materials and equipment are ready. A quality installation means less maintenance is required. Prior to using a bricking machine, the plant never went more than 90 days without refractory failure. Now the plant runs as long as 18-months before an outage. In fact, required scheduled maintenance was cut by 66 per cent.

Don?? Discount Safety
No analysis of the bricking installation would be complete without a review of safety. While safety might not make a plant money, it can certainly save money when it comes to lost work, employee claims and rising insurance costs. Because bricking machines let the pneumatic cylinders do the work rather than the bricking team, employees are less likely to become fatigued, a critical factor in major accidents. In addition, the elimination of the manual labor reduces the likelihood of repetitive stress injuries.
Safe and happy employees translate into a more stable labor pool and a stronger bottom line. Improved brickwork quality, faster installation and enhanced safety together offer the greatest impact on ROI.
Conclusion
Thanks to bricking machines, plants can call the shots when it comes to outages and downtime. That kind of reliability and control over kiln work simply can?? be achieved with traditional methods, even with the most skilled masons. The investment is relatively small, too, often just 6 percent of an operation?? total capital costs. Bricking machine ROI may only happen once after the purchase, but kiln ROI lasts the lifetime of the machine.
Bricking Solutions manufactured the industry?? first bricking machine in 1966 to give refractory installers a safer, more efficient alternative to manual installation methods. From that time the company has believed that machines should do the heavy work rather than the people and customer feedback should drive product development. Bricking Solutions manufactures a wide variety of equipment for the cement, foundry and steel industries, including bricking machines, conveyors, pallet transfer systems, platforms, ramps and safety cages. For more information: Bricking Solutions, Inc., 1144 Village Way, Monroe, WA 98272; 1-360-794-1277; info@brickingsolutions.com; www.brickingsolutions.com.
About the Author
Heather Harding, is the managing director for Bricking Solutions, a world leader in kiln refractory installation solutions.















Our strategy is to establish reliable local partnerships

Power Build’s Core Gear Series

Compliance and growth go hand in h and

Turning Downtime into Actionable Intelligence

FORNNAX Appoints Dieter Jerschl as Sales Partner for Central Europe
Our strategy is to establish reliable local partnerships
Power Build’s Core Gear Series
Compliance and growth go hand in h and
Turning Downtime into Actionable Intelligence







